AMMCO 7700 Drum and Disc Brake lathe User Manual
Page 15
AMMCO Drum & Disc Brake Lathes • 11
9.
Turn the cross feed handwheel until the tool bits
are at mid-point of the rotor face.
10.
Turn the left hand tool bit control until the tool bit
contacts the rotor surface and makes a scratch cut.
After the cut is made, back the tool bits off and turn the
lathe OFF.
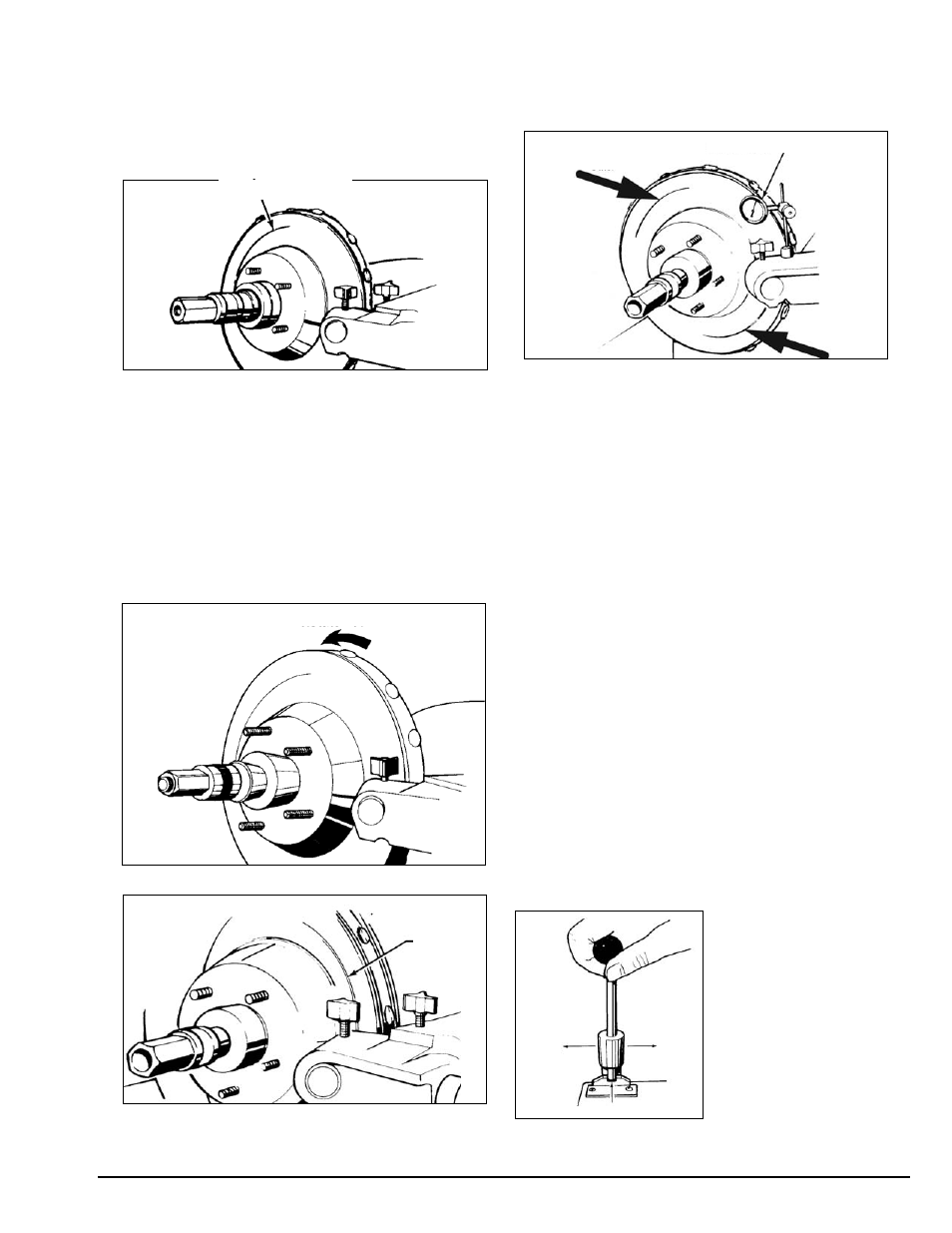
Figure 26 – First scratch cut
The scratch will usually appear as an incomplete cir-
cle. This is caused by runout or wobble due to rotor
condition, or by the way the rotor is mounted on the
arbor.
11.
Check rotor mounting by loosening the arbor nut
and turning the rotor 180° by hand on the arbor. Make
sure the inside adapter does not rotate along with the
rotor. Then retighten the arbor nut, turn the cross feed
handwheel back 1/2 turn, turn the lathe ON, and repeat
step 10 to make a second scratch cut.
Figure 27 – Rotate rotor 180°
Figure 28 – Second scratch cut
12.
If the scratch cuts are side-by-side, the runout or
wobble is caused by rotor condition. A dial indicator
may be used to compare rotor runout with manufac-
turer’ s specifications.
Figure 29 – Using a dial indicator
13.
If the scratch cuts are opposite one another
(180°), the rotor may not be properly mounted on the
arbor. Remove the rotor and examine the arbor and all
adapters for nicks, burrs, chips, dirt, or rust. Inspect the
rotor hub for loose or damaged bearing cups. Clean,
repair, remount, or replace as necessary.
14.
Recheck the setting of the depth-of-cut collars
which were set to zero earlier by moving the tool bits
inward until they just contact the surfaces of the rotor.
The collars should be at zero. Reset the collars if neces-
sary.
15.
Turn the cross feed handwheel clockwise until
the tool bits are near the rotor hub.
16.
Turn the lathe ON.
17.
Turn both tool bit controls to the desired depth-
of-cut and lock them in position by tightening the red
lock knobs above the tool bits.
Note: Either rough or finish cuts may be taken to
resurface a rotor. Generally, finish cuts should be
0.004” (0.10 mm) to 0.006” (0.15 mm) per side. Very
shallow cuts of less than 0.004” (10 mm) per side tend
to reduce tool bit life because the heat generated dur-
ing reconditioning isn’ t transferred to the rotor effi-
ciently. Rough cuts may be taken from 0.006” to
0.010” per side.
18.
Engage the auto-
matic cross feed by mov-
ing the lever to the desired
speed. The cross feed will
stop automatically when
the cutting tools have
moved all the way across
the face of the rotor.
Note: For roughing cuts,
move the cross feed lever
to the FAST position.
Figure 30 – Engage automatic cross feed
First scratch cut
Rotate rotor only 180°
Loosen arbor
nut, do not turn
inside adapter
Second
scratch cut
Scratch cuts opposite
each other
Dial indicator
Fast
Slow
Neutral