Caution, Basic operation – AMMCO 7700 Drum and Disc Brake lathe User Manual
Page 8
4 • AMMCO Drum & Disc Brake Lathes
Arbor Installation
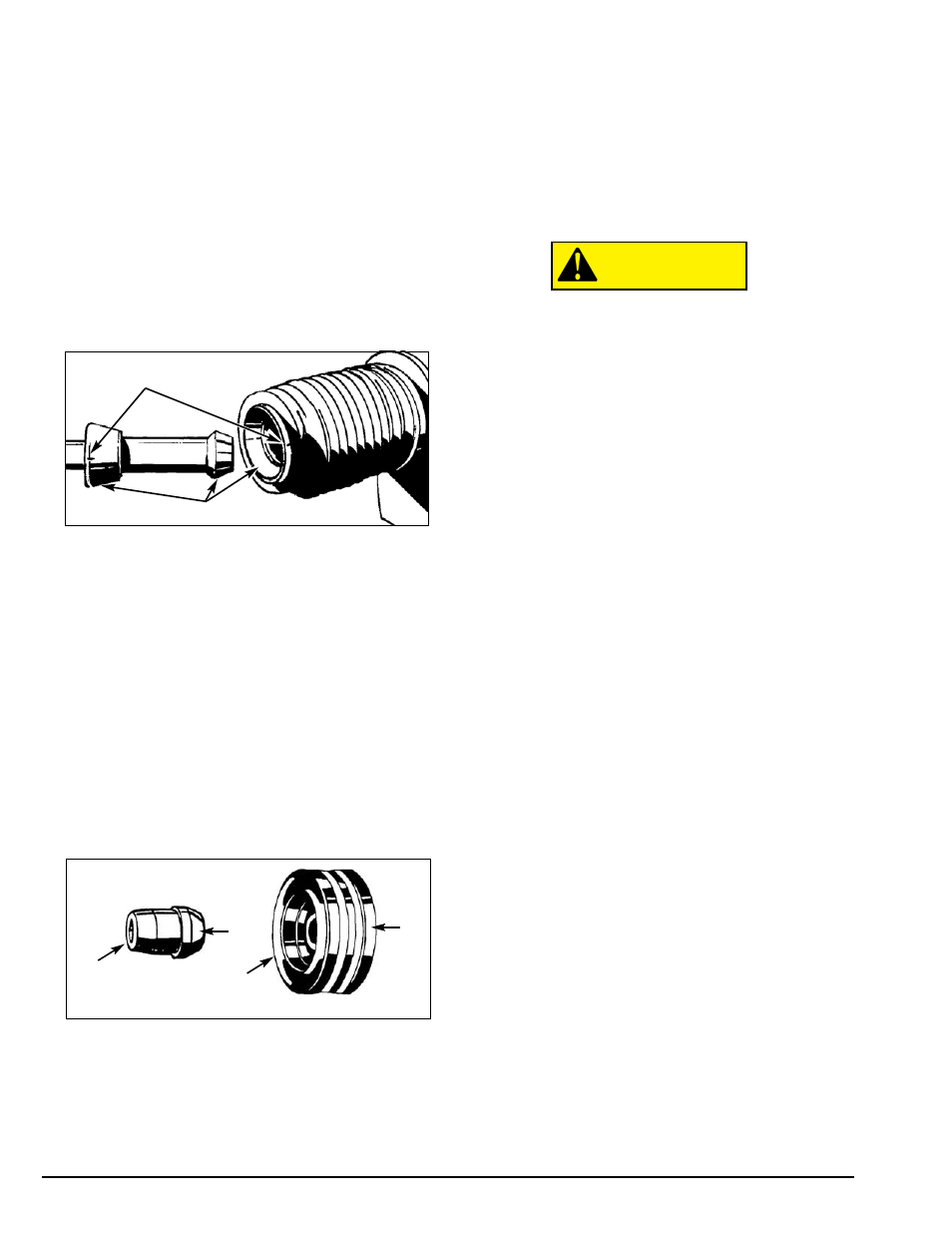
The 1” arbor shipped with the lathe has been care-
fully matched to the lathe during final assembly and
testing. Witness marks have been etched onto the
arbor and the spindle for precise, repeatable alignment.
The witness marks must be carefully aligned when
installing the arbor (Figure 3). A true-running arbor is
essential to professional quality brake drum and rotor
reconditioning.
1.
Locate the witness marks on the arbor and the
spindle.
Figure 3 – Align witness marks during arbor installation
2.
Insert the arbor into the spindle making sure the
witness marks are aligned.
3.
Tighten the drawbar (located at the rear of the
spindle) to pull the hardened and ground tapers of the
arbor into the matching seats in the spindle.
Adapters
Important: Although the adapters, arbor, and spindle
are made of top grade steel and are turned, hardened,
and precision ground to close tolerances, great care
should be taken in their use, handling, and storage.
Even the smallest nick, scratch, or loose chip on the
machined mating surfaces can cause incorrect rotor
mounting alignment. This will cause inaccurate machin-
ing.
Figure 4 – Use care to avoid damaging mating surfaces
Always inspect the surface, face, and seating tapers
of each part before use. Wipe each part clean before
and after using it. Carefully correct any flaw with a fine
stone. If damage cannot be corrected, replace the part.
Basic Operation
To completely understand drum and rotor turning you
must have a knowledge of the lathe itself.
Spindle
The spindle is a motor driven shaft that turns the
arbor upon which the brake drum or rotor is mounted.
By turning the drum and holding a cutting tool against
the inner braking surface, metal can be removed.
Do not try to move any feed levers or dials
without the drive motor running. Damage
may occur to the gear trains.
Spindle Feed
By operating the spindle feed lever, the spindle will
move the mounted brake drum to the left. This feeds
the braking surface across the cutting tool as the drum
moves away from the tool. Spindle feed may also be
done manually using the spindle feed handwheel.
Spindle feed refers to the distance the spindle is
pulled per revolution. This speed is adjustable on all
models except the 7500:
Important: Spindle feed must be adjusted with the
lathe running.
1.
Rotate the spindle feed dial to the desired feed
rate. The rate is adjustable to any point between
0.002” (0.05 mm) and 0.020” (0.50 mm).
Spindle Speed
Spindle speed is measured in RPMs and is adjustable.
Refer to the specifications listed on page 4 for the RPM
rating of each grove on the V-belt pulley for each
model.
Spindle Speed Adjustment
This V-belt adjustment must be made with the lathe
off.
1.
Release the belt tension by moving the V-belt
adjusting lever to the right (clockwise).
2.
Move the belt to the pulley groove that will give
the correct spindle speed for the cut to be taken.
3.
Reapply tension to the V-belt by moving the
adjusting lever back to the operating position.
Cross Feed
The cross feed draws the tool bit across the face of a
brake rotor or flywheel when the cross feed drive is
engaged (models 4000, 4100, and 7500). The cross
feed may also be operated manually using the cross
feed handwheel (all models).
Feed speed refers to the thousandths of an inch the
cutting tools move per revolution of the spindle. The
CAUTION
Arbor
Keep the arbor tapers and seats clean
Witness Marks
Typical Inner & Outer Adapters
Seating Tapers
Machined Surfaces