Cleaning and inspection, Cleaning and inspection -12, Cylinder rod support -12 – JLG M600 Service Manual User Manual
Page 156: Tapered bushing removal -12
SECTION 5 - HYDRAULICS
5-12
– JLG Lift –
3121813
NOTE: Steps 6 applies only to the telescope cylinders.
6. Using a spanner wrench, loosen the end cap or
head retainer, and remove from cylinder barrel.
7. Attach a suitable pulling device to the cylinder rod
port block end or cylinder rod end, as applicable.
EXTREME CARE SHOULD BE TAKEN WHEN REMOVING THE CYL-
INDER ROD, HEAD, AND PISTON. AVOID PULLING THE ROD OFF-
CENTER, WHICH COULD CAUSE DAMAGE TO THE PISTON AND
CYLINDER BARREL SURFACES.
8. With the barrel clamped securely, apply pressure to
the rod pulling device and carefully withdraw the
complete rod assembly from the cylinder barrel.
9. Using suitable protection, clamp the cylinder rod in
a vise or similar holding fixture as close to the piston
as possible.
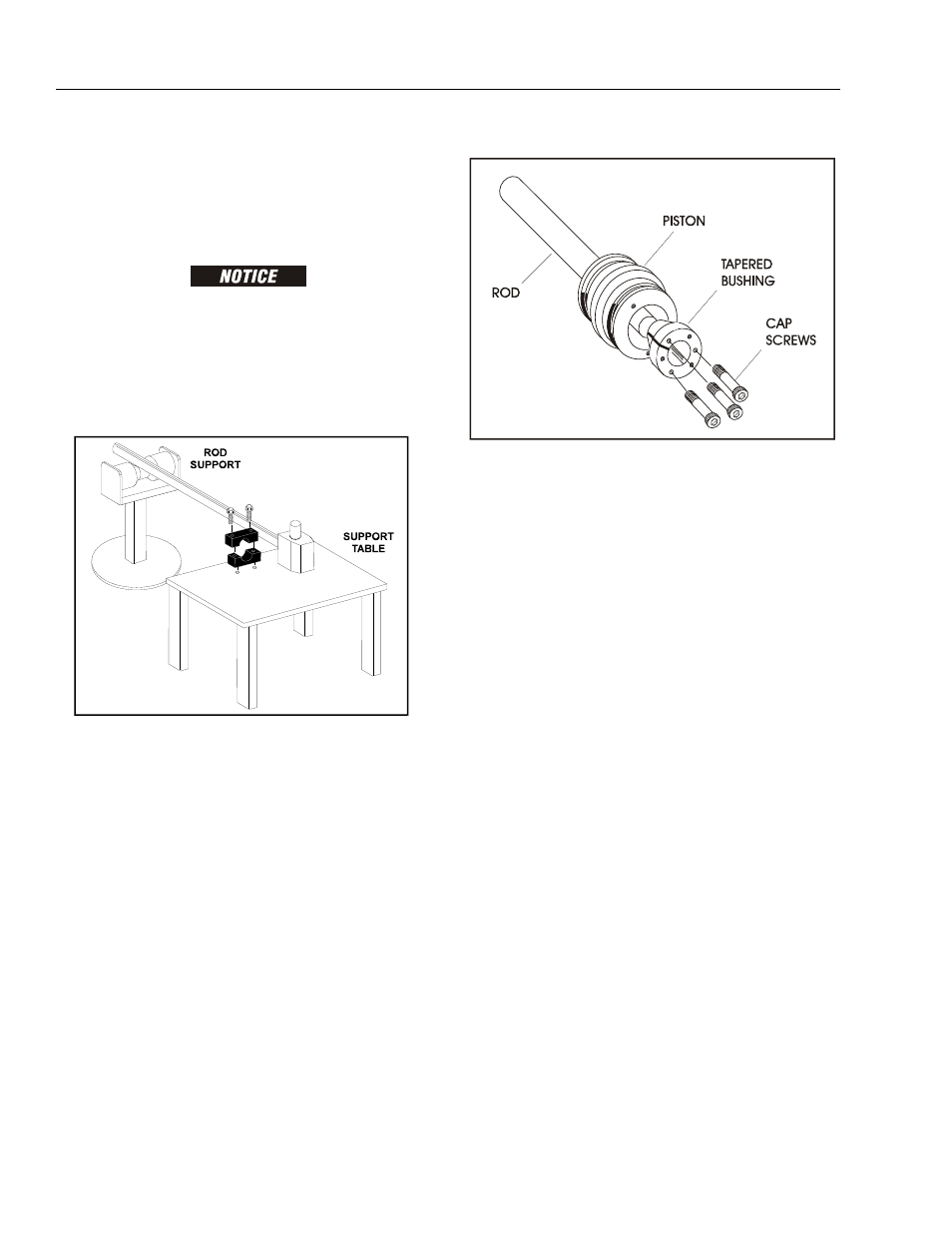
10. Loosen and remove the cap screw(s), if applicable,
which attach the tapered bushing to the piston.
11. Insert the cap screw(s) in the threaded holes in the
outer piece of the tapered bushing. Progressively
tighten the cap screw(s) until the bushing is loose
on the piston.
12. Remove the bushing from the piston.
13. Screw the piston CCW, by hand, and remove the
piston from cylinder rod.
14. Remove and discard the piston o-rings, seal rings,
and backup rings.
15. Remove piston spacer, if applicable, from the rod.
16. Remove the rod from the holding fixture. Remove
the cylinder head gland and retainer plate, if applica-
ble. Discard the o-rings, back-up rings, rod seals,
and wiper seals.
Cleaning and Inspection
1. Clean all parts thoroughly in an approved cleaning
solvent.
2. Inspect the cylinder rod for scoring, tapering, ovality,
or other damage. If necessary, dress rod with
Scotch Brite or equivalent. Replace rod if necessary.
3. Inspect threaded portion of rod for excessive dam-
age. Dress threads as necessary.
4. Inspect inner surface of cylinder barrel tube for scor-
ing or other damage. Check inside diameter for
tapering or ovality. Replace if necessary.
5. Inspect threaded portion of barrel for damage. Dress
threads as necessary.
6. Inspect piston surface for damage and scoring and
for distortion. Dress piston surface or replace piston
as necessary.
7. Inspect threaded portion of piston for damage.
Dress threads as necessary.
8. Inspect seal and o-ring grooves in piston for burrs
and sharp edges. Dress applicable surfaces as nec-
essary.
Figure 5-10. Cylinder Rod Support
Figure 5-11. Tapered Bushing