Removing propeller assembly from shaft, Typical motor current and starter size, See figure 9) – Aerovent IM-100 User Manual
Page 8: Table 1. tightening torque (lb-ft)
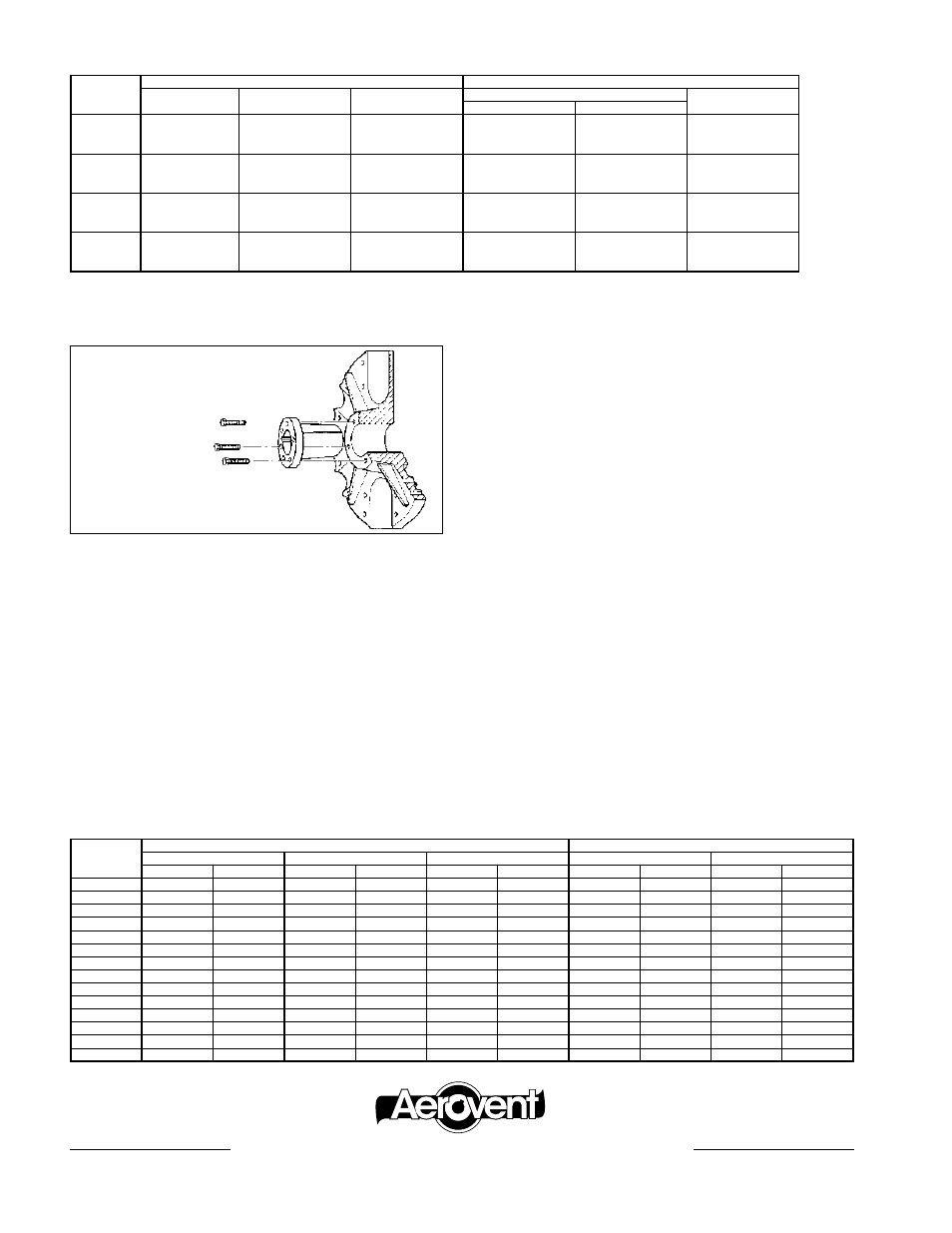
Removing Propeller Assembly
from Shaft
(see Figure 9)
1. Remove all capscrews from the propeller and hub
assembly.
2. Start capscrews into the threaded holes in the bush-
ing flange.
3. Tighten each bolt successively part of a turn to force
the propeller off the bushing. This forces the bushing
loose from the propeller and releases the compres-
sion so that the entire assembly will slide from the
shaft.
4. Pull the bushing off the shaft. If the assembly has
been in place some time, it may be necessary to use
a wheel puller to remove the bushing. Never use a
wheel puller on the propeller.
Typical Motor Current and
Starter Size
Amperes shown in the table below are nominal and
were used for sizing of the starters only. These values
are not to be used for sizing heaters or other overload
protection. Consult the motor nameplate for the correct
motor current and refer this to the heater size chart for
the particular starters used.
NOTE: When sizing overload heaters, conditions under
which the starters will operate must be considered.
Enclosed starters should have heaters one size larger
than open starters. Where enclosures are subjected to
external heat, such as radiant heat from the sun or
heat accumulation under a roof, it may be necessary
to increase the size even more. Experience with the
operating conditions and measurement of the actual line
current will aid in proper sizing of heaters.
Do Not Lubricate
Capscrews, Bore, or
Bushing Barrel
For Propellers Not Using A Taper Bushing
Consult The Specific Product Installation
Manual
For larger motor sizes, refer to National Electric Code.
Figure 9. Removing Propeller Assembly
Typical Motor Current and Starter Size
7.5MWG08/14
WWW.AEROVENT.COM
5959 Trenton Lane N | Minneapolis, MN 55442 | Phone: 763-551-7500 | Fax: 763-551-7501
®
Table 1. Tightening Torque (lb-ft)
SIZE
FASTENER
GRADE 2
GRADE 5
GRADE 8
BROWNING SPLIT
QD
FOR DRIVE
IN IRON
IN ALUM. HUB
#10
—
—
—
—
—
5
1
⁄
4
-20
5.5
8
12
7.9
7.5
9
5
⁄
16
-18
11
17
25
16
13
15
3
⁄
8
-16
22
30
45
29
24
30
7
⁄
16
-14
30
50
70
—
—
—
1
⁄
2
-13
55
75
110
70
—
60
9
⁄
16
-12
—
—
—
—
—
75
5
⁄
8
-11
100
150
200
—
—
135
3
⁄
4
-10
170
270
380
—
—
—
7
⁄
8
-9
165
430
600
—
—
—
1-8
250
645
900
—
—
—
1
1
⁄
4
-7
500
1120
1500
—
—
—
HP
THREE PHASE
SINGLE PHASE
230V
460V
575V
115V
230V
AMPS
STARTER
AMPS
STARTER
AMPS
STARTER
AMPS
STARTER
AMPS
STARTER
1
⁄
4
00
00
00
5.8
00
2.9
00
1
⁄
3
1.7
00
0.9
00
00
7.2
00
3.6
00
1
⁄
2
2.0
00
1.0
00
0.8
00
9.8
0
4.9
00
3
⁄
4
2.8
00
1.4
00
1.1
00
13.6
0
6.9
00
1
3.5
00
1.8
00
1.4
00
16.0
0
8.0
00
1
1
⁄
2
5.0
00
2.5
00
2.0
00
20.0
1
10.0
0
2
6.5
0
3.3
00
2.6
00
24.0
1
12.0
0
3
9.0
0
4.5
0
4.0
0
34.0
1
17.0
1
5
15.0
1
7.5
0
6.0
0
28.0
1
7
1
⁄
2
22.0
1
11.0
1
9.0
1
40.0
2
10
27.0
2
14.0
1
11.0
1
50.0
3
15
40.0
2
20.0
2
16.0
2
20
52.0
3
26.0
2
21.0
2
25
64.0
3
32.0
2
26.0
2
Tolerance: +5%
The above torque values are for nonlubricated fasteners.
For wheel setscrews use Grade 2 values.
For bearing setscrews, use manufacturer’s recommendations.