Turbine test, Bearing air / drive air test, N o t e – Ransburg Test Stand RMA-303, EVOLVER, EVOLVER NE User Manual
Page 18: Brake test
LN-9259-07.1
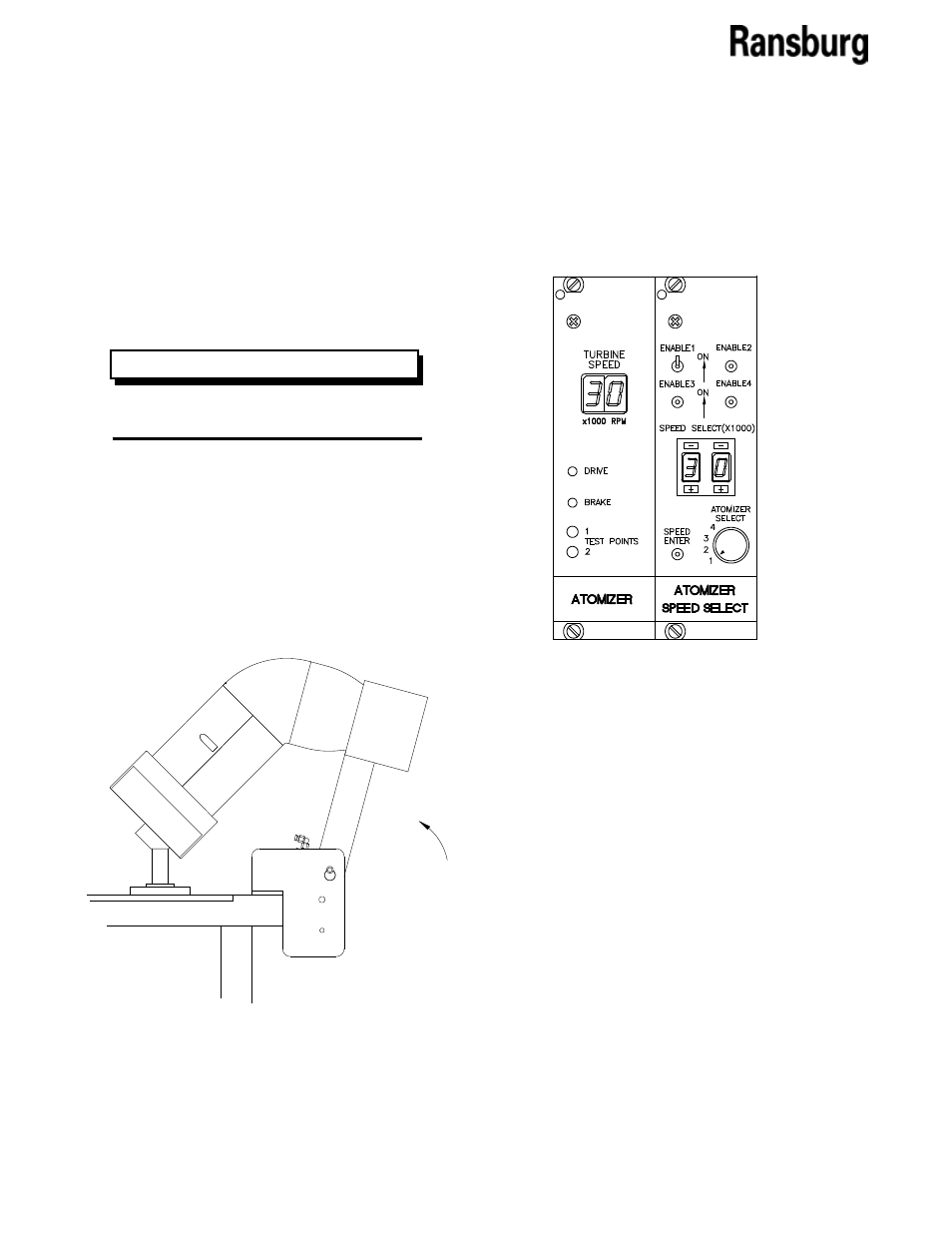
Bearing Air / Drive Air Test
This test is to verify the applicator responds to
changes in setpoints in the speed selector.
1. Raise the safety spin guard and lock it in place
with the pin.
N O T E
> Bell cup and shroud must be attached
to end of turbine.
TURBINE TEST
The purpose of this test is to verify the applica-
tor rotates properly and sprays reasonably well.
With de-ionized or distilled water as the test fluid
it is difficult to accurately assess the spray per-
formance characteristics. However, it can give a
relative indication of how well the bell will spray
in production.
Test Stations - Operation
15
2. Adjust the air regulator for bearing air to 90
psig minimum.
3. The turbine shaft must rotate freely with bear-
ing air supplied.
4. Set the atomizer speed select to 30,000 rpm.
5. Toggle “Enable 1” “On” or in the “Up” position
on the atomizer speed select card. Then press
the “Speed Enter” button. The turbine should now
begin spinning. This should be audible.
6. Adjust the speed select to 50,000 rpm. Press
the “Speed Enter” button to enter the new speed.
An audible difference in speed should be de-
tected. Adjust the speed again to 70,000 rpm
and press “Speed Enter” to enter the new speed.
7. Observe the atomizing air gauge. At 70,000
rpm the air consumption should not exceed 17.0
SCFM.
Brake Test
1. Re-adjust the turbine speed select card to
70k rpm.
2. Set the atomizer speed card to 1k rpm. (Do not
activate this speed until the next step.)
3. Using a stop watch to time the brake speed,
press the atomizer speed card button and watch
the time it takes for the applicator to reach 1k rpm.
4. Brake time should NOT exceed 14 seconds.