Operation – Lincoln Electric BULLDOG SVM208-A User Manual
Page 30
OPERATION
B-14
B-14
BULLDOG® 140
Vertical-Up Welding
The problem, when welding vertical-up, is to put the
molten metal where it is wanted and make it stay there.
If too much molten metal is deposited, gravity will pull
it downwards and make it “drip”. Therefore, a certain
technique has to be followed:
1. Use 1/8” (3.2mm) 90-115 amps or 3/32” (2.5mm) 70
amps AWS 6011.
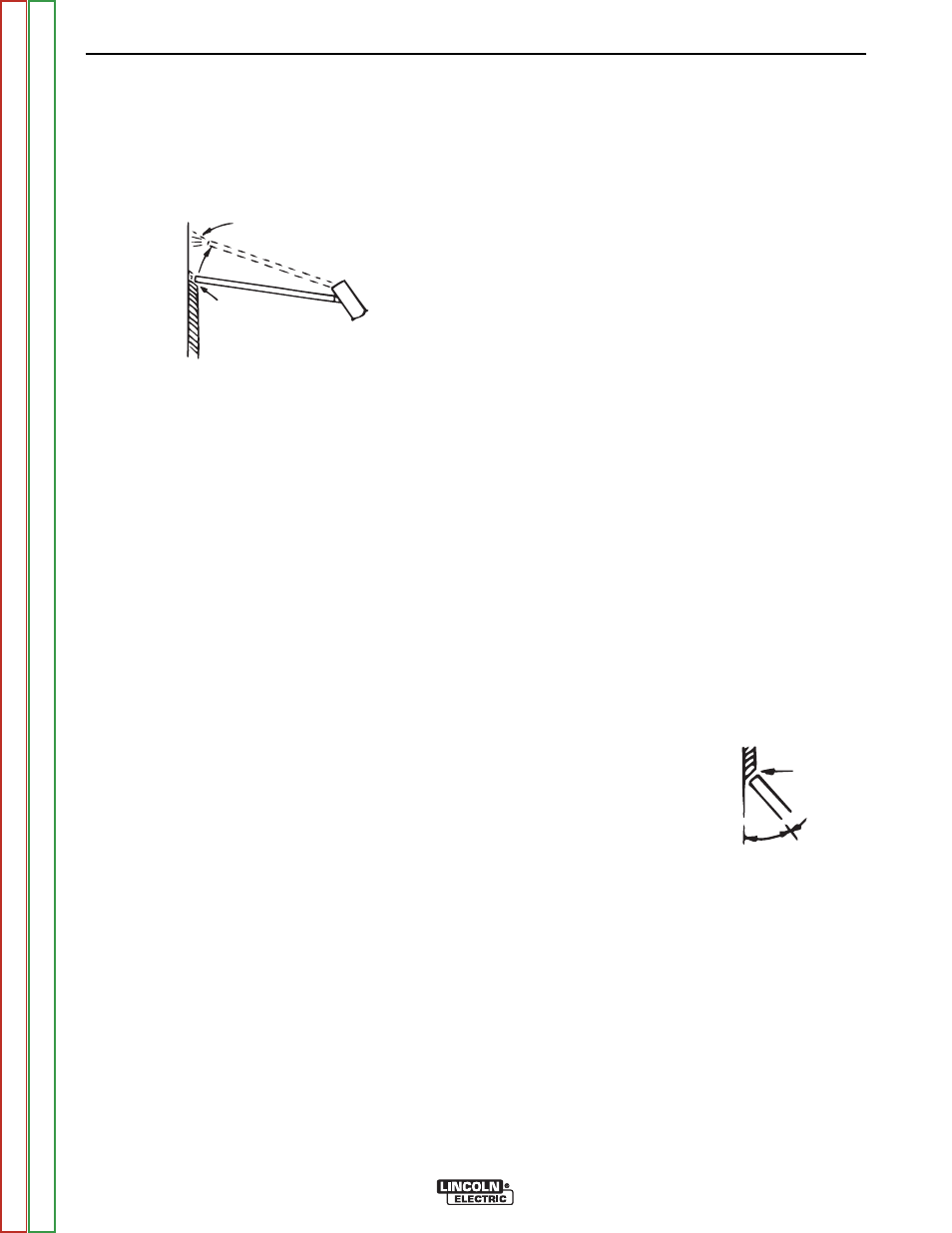
2. When welding, the electrode should be kept hori-
zontal or pointing slightly upwards. (See drawing
above).
3. The arc is struck and metal deposited at the bottom
of the two pieces to be welded together.
4. Before too much molten metal is deposited, the arc
is SLOWLY moved 1/2-3/4” (12-20mm) upwards.
This takes the heat away from the molten puddle,
which solidifies. (If the arc is not taken away soon
enough, too much metal will be deposited, and it
will “drip”.)
5. The upward motion of the arc is caused by a very
slight wrist motion. Most definitely, the arm must not
move in and out, as this makes the entire process
very complicated and difficult to learn.
6. If the upward motion of the arc is done correctly
with a wrist motion, the arc will automatically
become a long arc that deposits little or no metal.
(See drawing above.)
7. During this entire process, the ONLY thing to watch
is the molten metal. As soon as it has solidified, the
arc is SLOWLY brought back, and another few
drops of metal are deposited. DO NOT FOLLOW
THE UP AND DOWN MOVEMENT OF THE ARC
WITH YOUR EYES. KEEP THEM ON THE
MOLTEN METAL.
8. When the arc is brought back to the now solidified
puddle, IT MUST BE SHORT, otherwise no metal
will be deposited, the puddle will melt again, and it
will “drip”.
9. It is important to realize that the process consists of
SLOW, DELIBERATE movements. There are no
fast motions.
Vertical-Down Welding
Vertical-down welds are applied at a fast pace. These
welds are therefore shallow and narrow, and are excel-
lent for sheet metal. Do not use the vertical-down tech-
nique on heavy metal. The welds will not be strong
enough.
1. Use 1/8” (3.2m) or 3/32” (2.5mm) AWS 6011.
2. On thin metal use 70-75 amps.
(14 ga. 75 A - 16 ga. 60 A.)
3. Hold the electrode in a 30-45° angle with the tip of
the electrode pointing upwards.
4. Hold a VERY SHORT arc, but do not let the elec-
trode touch the metal.
5. An up and down whipping
motion will help prevent
burn-through on very thin plate.
6. Watch the molten metal carefully.
The important thing is to continue lowering the entire
arm as the weld is made so the angle of the electrode
does not change. Move the electrode fast enough so
that the slag does not catch up with the arc.
Very
short
arc
30°-40°
Long arc
Short arc
NOTE: Holder end of electrode
is lower than arc.