Operation, Good – Lincoln Electric BULLDOG SVM208-A User Manual
Page 29
OPERATION
B-13
B-13
BULLDOG® 140
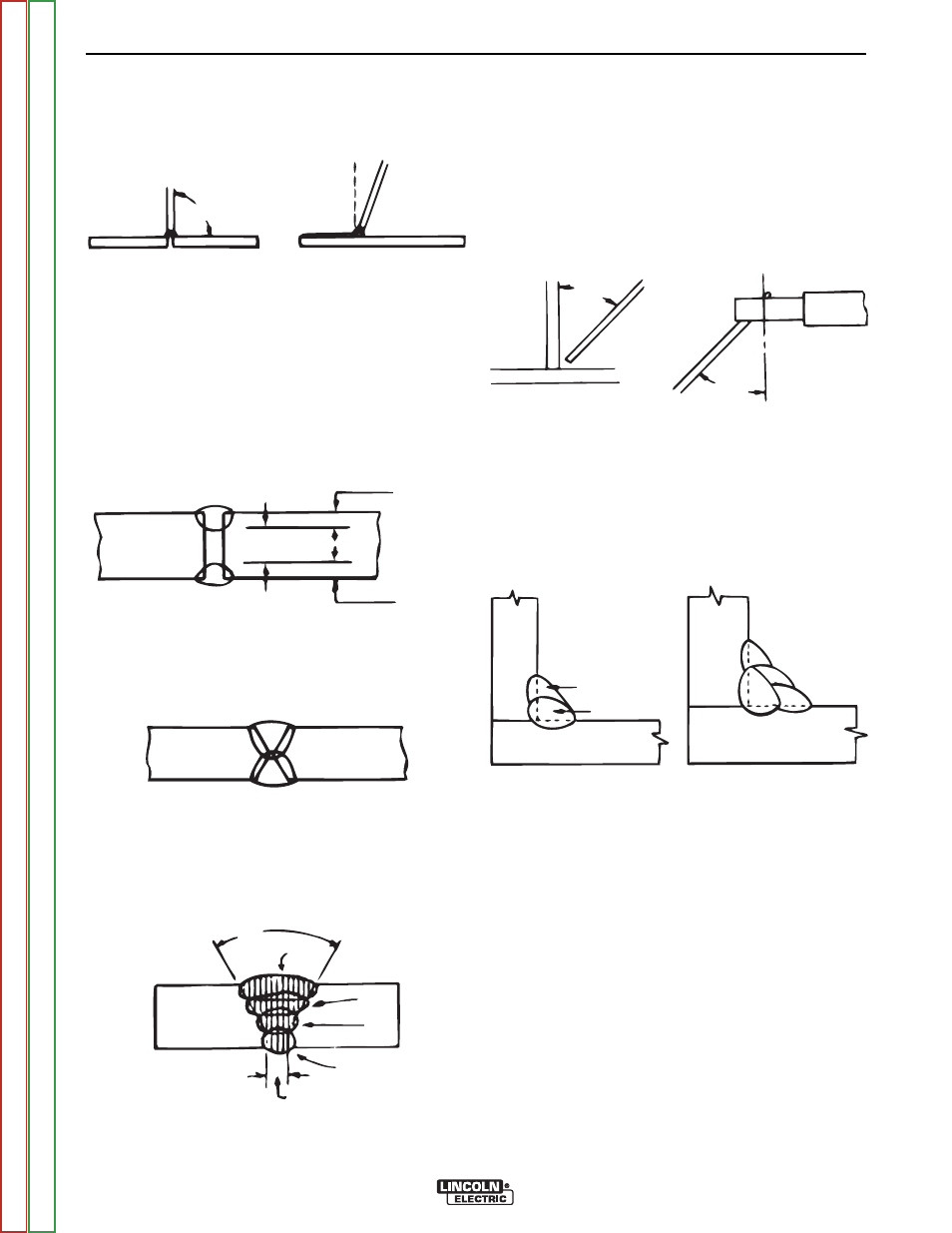
Now weld the two plates together. Weld from left to
right (if right-handed). Point the electrode down in he
gap between the two plates, keeping the electrodes
slightly tilted in the direction of travel.
Watch the molten metal to be sure it distributes itself
evenly on both edges and in between the plates.
Penetration
Unless a weld penetrates close to 100%, a butt joint
will be weaker than the material welded together.
In this example, the total weld is only 1/2 the thickness
of the material; thus, the weld is only approximately
half as strong as the metal.
In this example, the joint has been flame beveled or
ground prior to welding so that 100% penetration could
be achieved. The weld, if properly made, is as strong
or stronger than the original metal.
Successive passes must be used to build up butt welds
on heavier metal.
Fillet Joints
When welding fillet joints, it is very important to hold
the electrode at a 45° angle between the two sides, or
the metal will not distribute itself evenly.
To make it easier to get the 45° angle, it is best to put
the electrode in the holder at a 45° angle, as shown.
Multiple Pass Welds
Make multiple pass horizontal fillets as shown in the
sketch. Put the first bead in the corner with fairly high
current. Hold the electrode angle needed to deposit the
filler beads as shown putting the final bead against the
vertical plate.
Welding in the Vertical Position
Welding in the vertical position can be done either ver-
tical-up or vertical-down. Vertical-up is used whenever
a large, strong weld is desired. Vertical-down is used
primarily on sheet metal for fast, low penetrating welds.
end view
side view
20°
90°
Poor
1/2"
(12mm)
1/4"
(6mm)
1/4"
(6mm)
Good
60°
4
3
2
1
1/8" (3.2mm)
45°
45°
1
1
2
2
3
4