Lubrication, Cleaning, Unpainted & machined surfaces – Southbend South Bend SB1027 User Manual
Page 45
For Machines Mfg. Since 8/09
Model SB1027
-43-
M A I N T E N A N C E
Lubrication
The mill has numerous moving metal-to-
metal contacts that require regular and proper
lubrication to ensure efficient and long-lasting
operation, and to protect your investment.
Other than the lubrication points covered in
this section, all other bearings are internally
lubricated and sealed at the factory. Simply leave
them alone unless they need to be replaced.
Before performing any lubrication task,
DISCONNECT THE MILL FROM POWER!
Important: Before adding lubricant, clean the
debris and grime from the oil cup or grease
fitting and the immediate area to prevent
contamination of the oil cups, grease fittings, or
new lubricant.
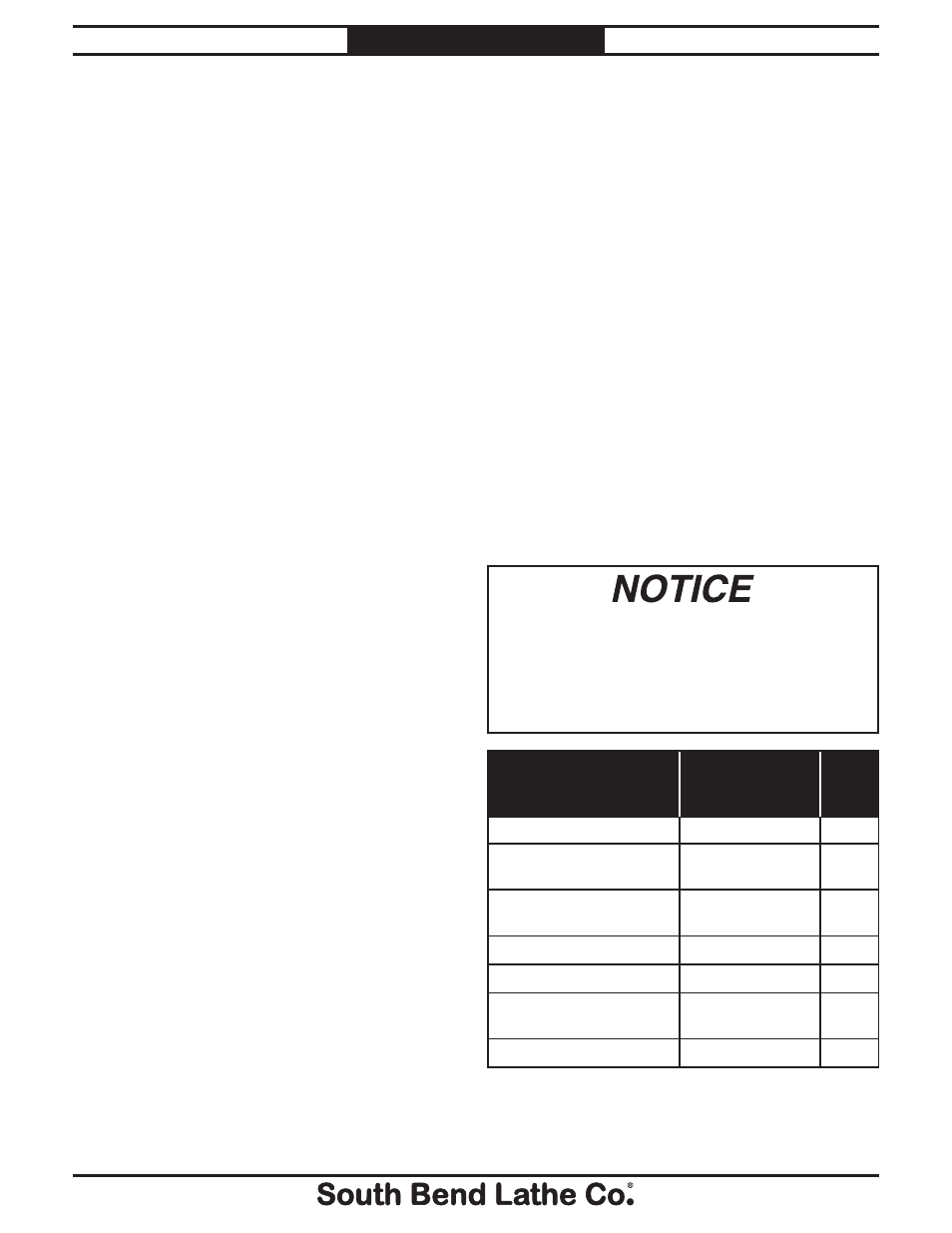
Use the schedule and information in Figure 45
as a daily guide for lubrication tasks.
The following recommended lubrication
schedule is based on light to medium mill
usage. Keeping in mind that lubrication helps
to protect the value and operation of the mill,
you may need to perform the lubrication tasks
more frequently depending on your usage.
Lubrication Task
Frequency
(Hours of
Operation)
Page
Ref.
Quill
3–4 hrs.
44
Table Ways (One-Shot
Oiler)
4–8 hrs.
44
Speed Range Bearing
Sleeve
40 hrs.
45
Headstock Gearing
40 hrs.
45
Ram Ways
40 hrs.
45
Table Elevation
Leadscrew (Z-Axis)
40 hrs.
46
Power Feed Gears
160 hrs.
46
Figure 45. Recommended lubrication tasks,
schedules, and instruction page references.
Cleaning
Regular cleaning is one of the most important
steps in taking good care of this machine. Each
operator is responsible for cleaning the machine
immediately after using it or at the end of the
day. We recommend that the cleaning routine
be planned into the workflow schedule, so that
adequate time is set aside to do the job right.
Typically, the easiest way to clean swarf from the
ways and table is to use a wet/dry shop vacuum
that is dedicated for this purpose only. The small
chips leftover after vacuuming can be wiped up
with a slightly oiled rag. Avoid using compressed
air to blow off chips, as it may drive them deeper
into moving surfaces and could cause sharp chips
to fly into your face or hands.
All visible swarf should be removed from the mill
during cleaning. Remember, personal neatness
gives you personality!
Unpainted & Machined Surfaces
Besides the ways and elevation leadscrew, all
other unpainted and machined surfaces should
be wiped down daily to keep them rust-free
and in top condition. This includes surface you
can find that could be vulnerable to rust if left
unprotected (this especially includes any parts
that may be exposed to water soluble cutting
fluids). Typically with these parts, a thin film of
oil is all that is necessary for protection.