Threading setup, Ope r at io n s – Woodstock M1109 User Manual
Page 30
-28-
M1109 Combo Lathe/Mill
O
PE
R
AT
IO
N
S
Your lathe is capable of cutting inch and metric threads.
To setup for threading, do these steps:
1. DISCONNECT THE LATHE/MILL FROM POWER!
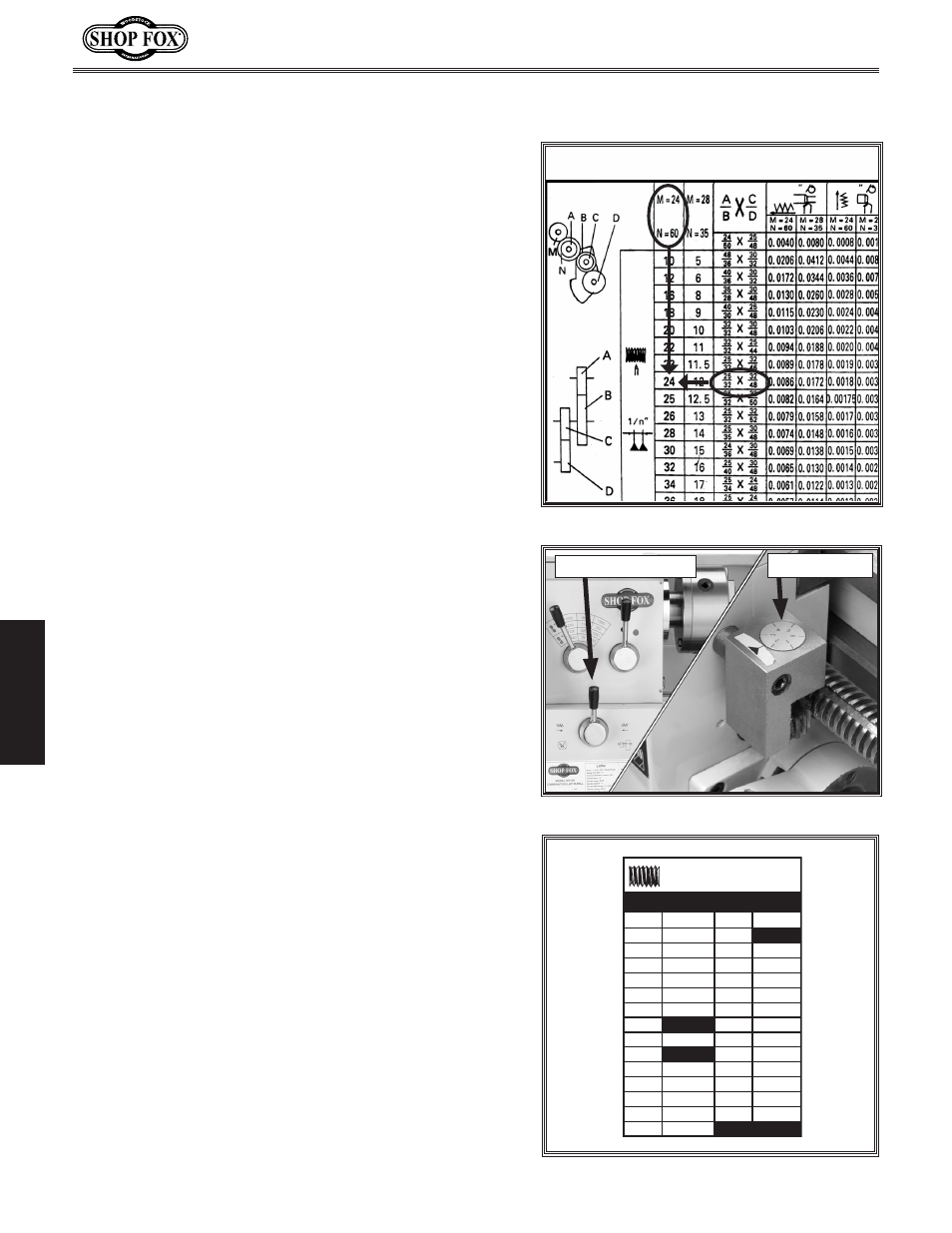
2. Refer to the Change Gear Chart on Page 29 or the
chart on the inside of the change gear door to deter-
mine the needed combination of gears and which
spindle location to install each gear on.
See
Figure 42 for examples of how gear combina-
tions can achieve your needed threading rate. For
example: The chart shows that 24 TPI is needed.
Note: All change gears are stamped with the number
of teeth they have.
3. Loosen the lash adjuster (Figure 39) and swing the
assembly out of the way.
4. Remove the required E-clips, lubricate, and swap out
the appropriate change gears.
5. Move the lash adjuster so the gear backlash is at
0.003" to 0.008", and tighten the lock nut.
6. Use the leadscrew lever to select leadscrew direction
(
Figure 43).
7. Setup the cutting tool, compound rest, and cross
slide to cut your threads; and loosen the apron lock
(
Figure 41).
• If cutting inch threads, refer to the
Thread Dial
Table in Figure 44 to use the thread dial.
• If cutting metric threads, do not use the thread
dial. Instead, you must leave the half nut engaged
until the threading operation is totally complete.
8. Loosen the apron lock bolt and use the feed lever
(
Figure 41).
9. While threading, keep your hand on the half-nut
lever, ready to disengage the apron to avoid any
potential for an apron/chuck crash.
Threading Setup
Figure 43. Threading controls.
Figure 42. Using the change gear chart.
Thread Dial
Leadscrew Lever
Figure 44. Thread dial table.
5
6
7
8
9
10
11
12
13
14
15
16
17
1-6
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1 or 2
1
1
1
1
1
1
1
1-6
1-6
1-6
1-6
1-6
18
20
22
23
24
25
26
28
30
32
34
36
40
48
THREAD DIAL TABLE
LEAD SCREW PITCH 5 T.P.I.
12.5
11.5
T.P.I.
DIAL
T.P.I.
DIAL
Longitudinal
Feed
Cross
Feed
Inch
Threading