Chuck and faceplate mounting – Woodstock M1109 User Manual
Page 17
-15-
M1109 Combo Lathe/Mill
O
PE
R
AT
IO
N
S
Chuck and Faceplate
Mounting
The three-jaw scroll chuck has hardened steel jaws that
self-center the workpiece within 0.002"-0.003". An extra
set of jaws is included for machining larger workpieces.
The four-jaw chuck also has hardened steel jaws but are
adjusted independently to hold an off-center workpiece.
Each jaw can be removed from the chuck body and
reversed for special clamping applications.
The cast-iron faceplate has slots for T-bolts that hold
clamping fixtures. This face plate and aftermarket clamp-
ing hardware will hold non-cylindrical parts such as cast-
ings for many types of turning operations.
Both chucks and the faceplate are removed and installed
the same way.
To remove and install the chuck or face plate, do these
steps:
1. DISCONNECT POWER TO THE LATHE/MILL!
2. Lay a chuck cradle or protective layer of plywood
over the bedways to prevent your fingers from being
pinched and to protect the precision-ground surfaces
(see
Figure 15).
3. Use a 14mm wrench and loosen the three hex bolts
that secure the chuck to the spindle
Figure 16.
4. Support the chuck, and while anticipating the heavy
weight of the chuck, remove the three hex bolts and
then the chuck.
5. Clean the mating surfaces of the spindle and the
new chuck or faceplate with a clean oiled rag.
6. Position the other chuck or faceplate on the spindle
flange making sure it is fully seated, and tighten the
hex bolts in several alternating sequences.
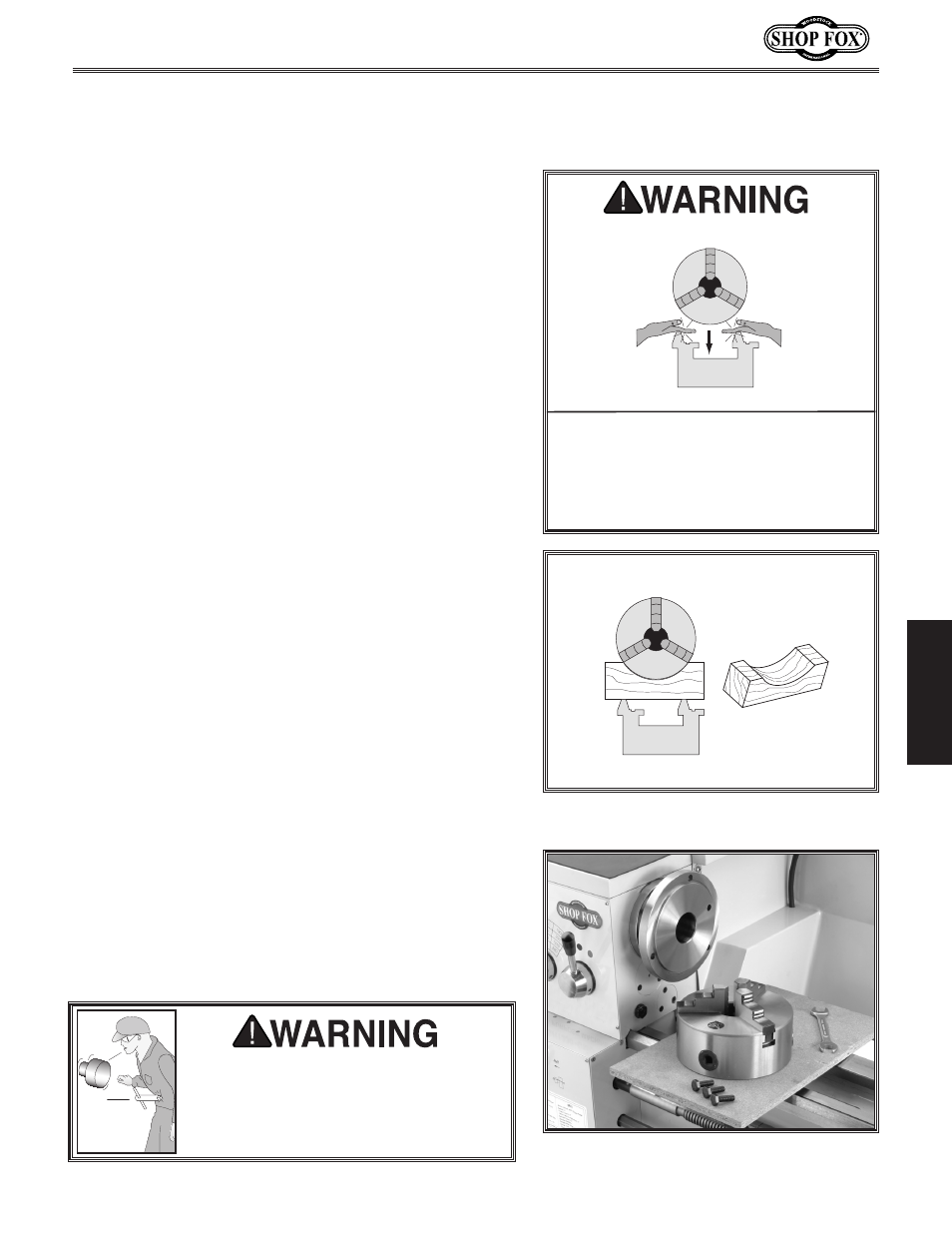
PINCH HAZARD! Protect your hands
and precision ground bedways with
plywood when removing lathe/mill
chuck! The heavy weight of a fall-
ing chuck can cause serious injury.
Figure 15. Simple chuck cradle made of
scrap lumber.
Figure 16. Chuck, hex bolts, and spindle
flange.
Securely clamp your workpiece and
remove the chuck key! Thrown objects
from a lathe/mill can cause serious injury
or death to the operator and to bystand-
ers many feet away.