Table travel, Start up and spindle break-in procedures, Notice – Woodstock M1109 User Manual
Page 34
-32-
M1109 Combo Lathe/Mill
O
PE
R
AT
IO
N
S
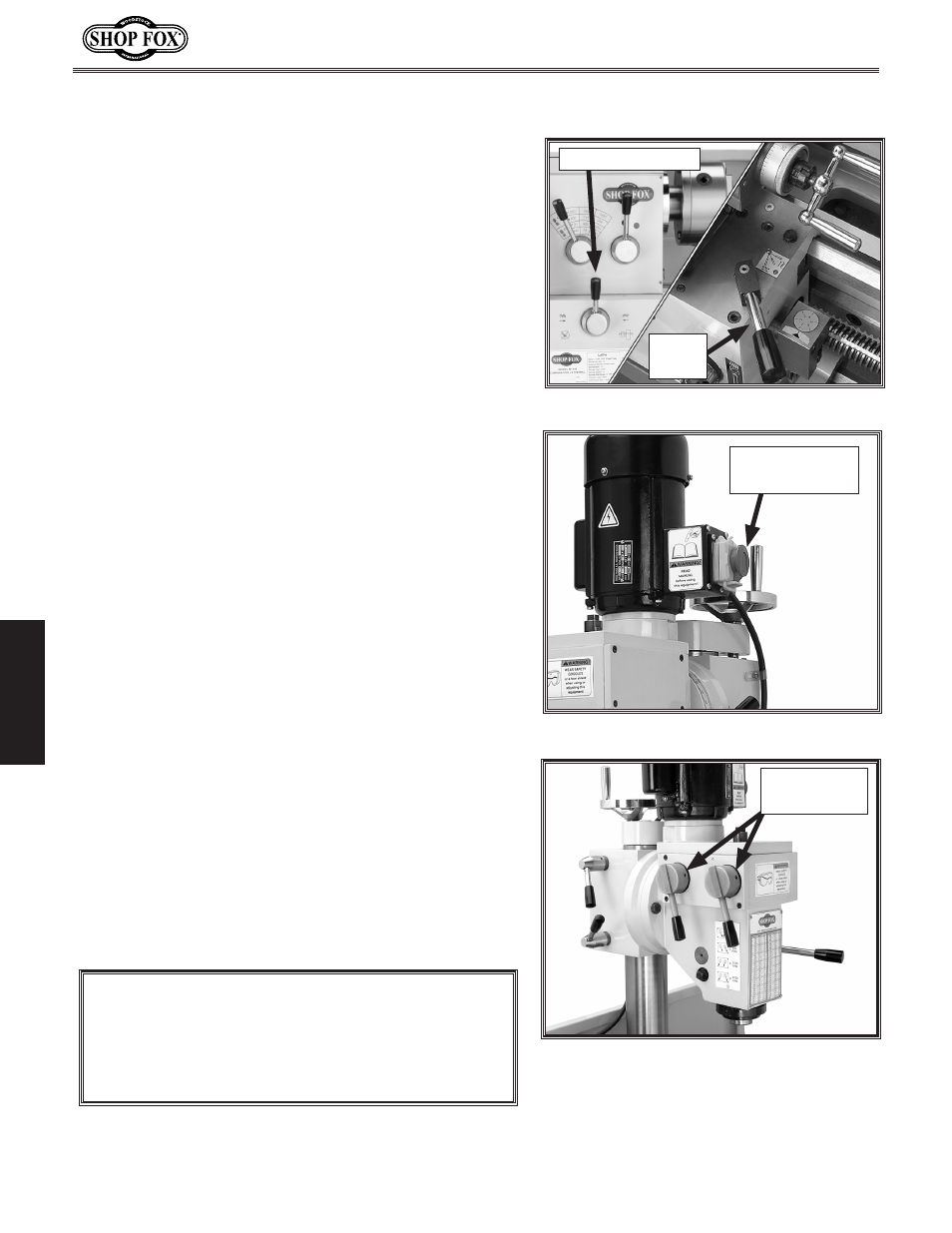
Figure 50. Headstock and apron controls.
Figure 51. Start switch location.
Table Travel
The mill table of the Model M1109 can be moved in two
axes—cross feed and longitudinal feed. Each of these axes
are controlled by graduated handwheels to accurately
position the workpiece in relation to the tool. To set the
power feed for milling, refer to
Setting Power Feed Rate
on
Page 27.
Cross Feed
The cross feed is controlled by the cross feed handwheel
of the lathe shown in
Figure 50.
Longitudinal Feed Control
The longitudinal feed is controlled by the longitudinal
handwheel of the lathe, and the lock at the back of the
saddle (see
Figure 50).
Start Up and Spindle
Break-in Procedures
Figure 52. Gearbox and controls.
Mill Spindle
ON/OFF Switch
NOTICE
Failure to follow start up and spindle break-in pro-
cedures will cause rapid deterioration of spindle and
other related parts, and never shift gears while lathe
or mill is running.
It is essential to closely follow the proper break-in pro-
cedures to ensure trouble free performance. Complete
this process once you have familiarized yourself with all
instructions in this manual.
To begin the start up procedure, do these steps:
1. Make sure the mill has been properly lubricated.
2. Make sure there are no obstructions around or
underneath the spindle.
3. Set the spindle speed to 240 RPM.
4. Turn the mill ON (Figure 51).
5. Turn the spindle ON and run it a minimum of 10
minutes. Repeat this step on the other three RPM
ranges.
Feed
Lever
Leadscrew Lever
Milling Speed
Levers