Cutting speeds and feeds – Tri Tool 600RBL and 600SB Series OD Tracking Module User Manual
Page 16
16
TRI TOOL INC.
92-0732 Rev. 131009
7. CUTTING SPEEDS AND FEEDS
7.01
CUTTING SPEEDS
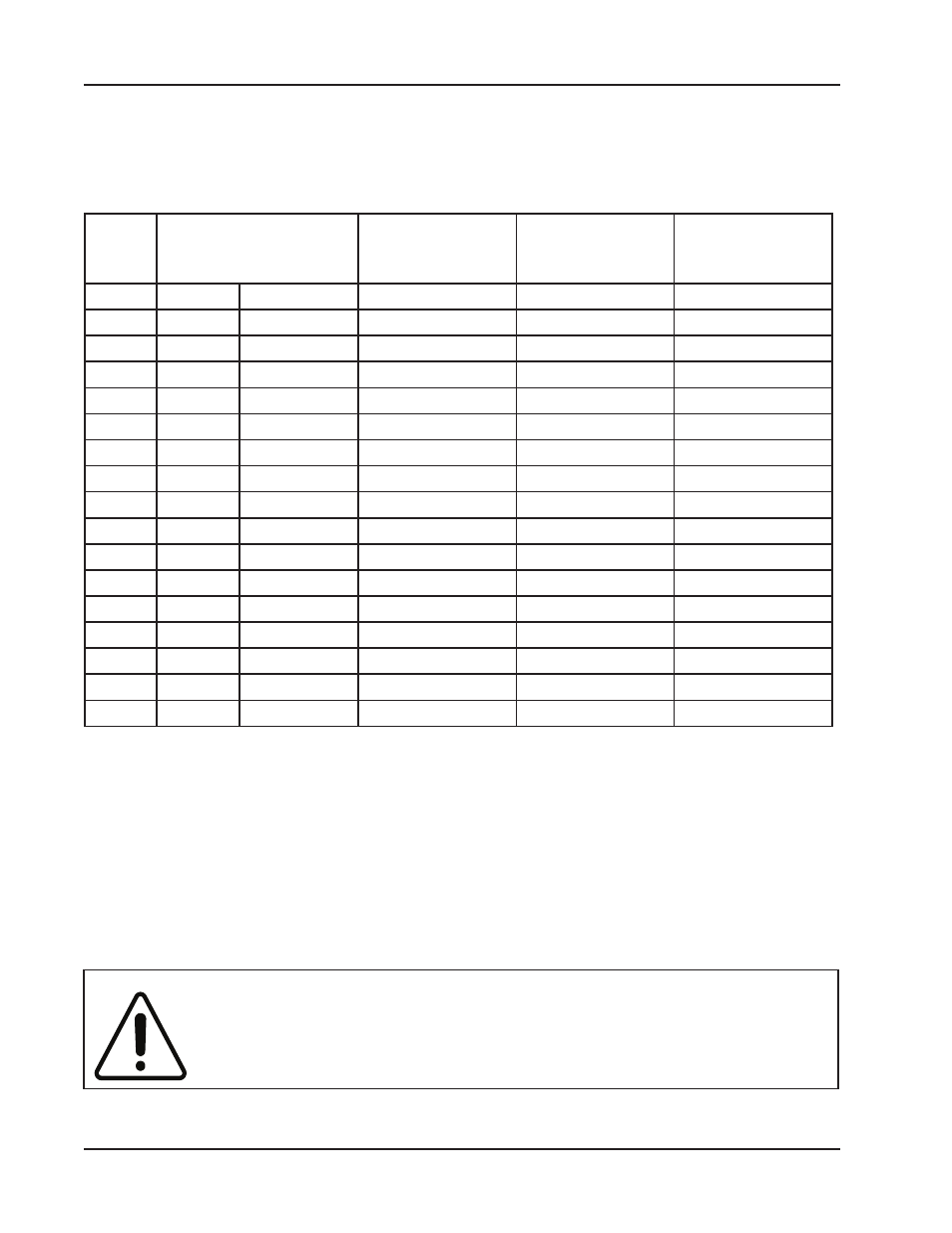
Use the following table to determine the RPM you need:
Pipe
Size
True Diameter
RPM for
200 in/min
(5080 mm/min)
RPM for
250 in/min
(6350 mm/min)
RPM for
300 in/min
(7620 mm/min)
42"
42.00"
1066.8 mm
1.5
1.9
2.3
40"
40.00"
1016.0 mm
1.6
2.0
2.4
38"
38.00"
965.2 mm
1.7
2.1
2.5
36"
36.00"
914.4 mm
1.8
2.2
2.7
34"
34.00"
863.6 mm
1.9
2.3
2.8
32"
32.00"
812.8 mm
2.0
2.5
3.0
30"
30.00"
762.0 mm
2.1
2.7
3.2
28"
28.00"
711.2 mm
2.3
2.8
3.4
26"
26.00"
660.4 mm
2.4
3.1
3.7
24"
24.00"
609.6 mm
2.6
3.3
4.0
22"
22.00"
558.8 mm
2.9
3.6
4.3
20"
20.00"
508.0 mm
3.2
4.0
4.8
18"
18.00"
457.2 mm
3.5
4.4
5.3
16"
16.00"
406.4 mm
4.0
5.0
6.0
14"
14.00"
355.6 mm
4.5
5.7
6.8
12"
12.75"
323.9 mm
5.0
6.2
7.5
10"
10.75"
273.1 mm
5.9
7.4
8.9
• Use 200 surface inches per minute (5080 surface millimeters per minute) for:
Stainless steels in general when no coolant is allowed, all heavy-wall tube
and some chrome/molybdenum steels.
• Use 250 surface inches per minute (6350 surface millimeters per minute) for:
Mild steels and some thin-wall stainless steels when coolants are permitted
and applied.
• Use 300 surface inches per minute (7620 surface millimeters per minute) for:
Aluminum and some thin-wall mild steel and tube with coolants.
CAUTION: Failure to use the stated cutting speeds may result in any
or all of the following: personal injury, broken Tool Bits, or broken
equipment components.