Smithy Midas 1220 LTD User Manual
Page 76
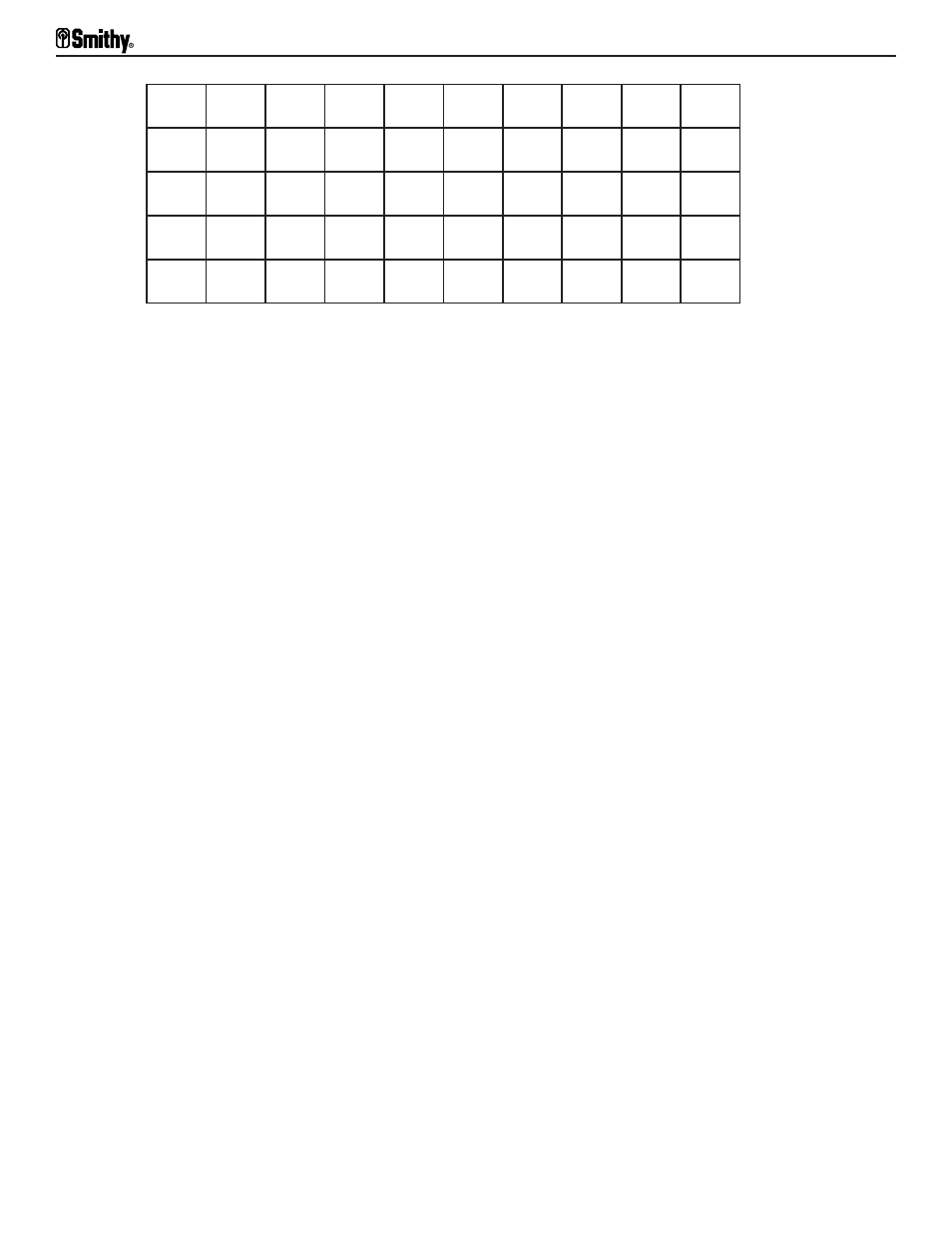
Table 16.1 Indicator Scale
Cutting Multiple Threads
Cut multiple threads one at a time exactly as you cut single threads, except increase the
lead to make room for succeeding threads (a double lead for a double thread, a triple lead
for a triple thread, etc.). After completing the first thread, remove the work from the
centers without loosening the lathe dog. Then put it back in the lathe with the tail of the
lathe dog in the correct slot to index the work for the next thread. This work requires a
faceplate with accurately positioned slots, uniformly spaced and equal in number to the
number of threads to be cut.
What Not To Do When Cutting Threads
Do not disengage the powerfeed direction lever. Do not shift the powerfeed speed lever.
If you are cutting between centers, don't remove the lathe dog until the thread is finished
and tested, and don't disturb the spindle while the work is off the centers.
When you think the thread is finished and ready for testing, and only if absolutely
necessary, remove the workpiece from the center, leaving the lathe dog attached, then
test the thread. If it does not fit properly and you have to remove another chip or two,
place the woprkpiece back in the centers exactly as it had been, then remove the chips
and test again. Repeat until finished.
Finishing Off a Threaded End
After cutting a thread and before removing the threading tool, chamfer the end. This
improves its appearance and removes sharp corners and burrs. It also aids the screw as
it engages a nut or threaded hole.
Cutting Threads on a Taper
Cut threads on a taper the same as on a straight shaft, except in the setup of the tool.
Set the threading tool at 90° to the axis of the taper, rather than at 90° to its surface
(Figure 16.7).
TPI SCALE TPI SCALE TPI SCALE TPI SCALE TPI SCALE
6
1,4
10
1-6
14
1,4
22
1,4
30
1-6
7
1
11
1
16
1,4
24
1,4
8
1,4
12
1,4
18
1-6
26
1,4
9
1-6
13
1
20
1-6
28
1,4
Midas 1220 LTD Operator’s Manual
16-5
For Assistance: Call Toll Free 1-800-476-4849