Cutting internal threads – Smithy Midas 1220 LTD User Manual
Page 67
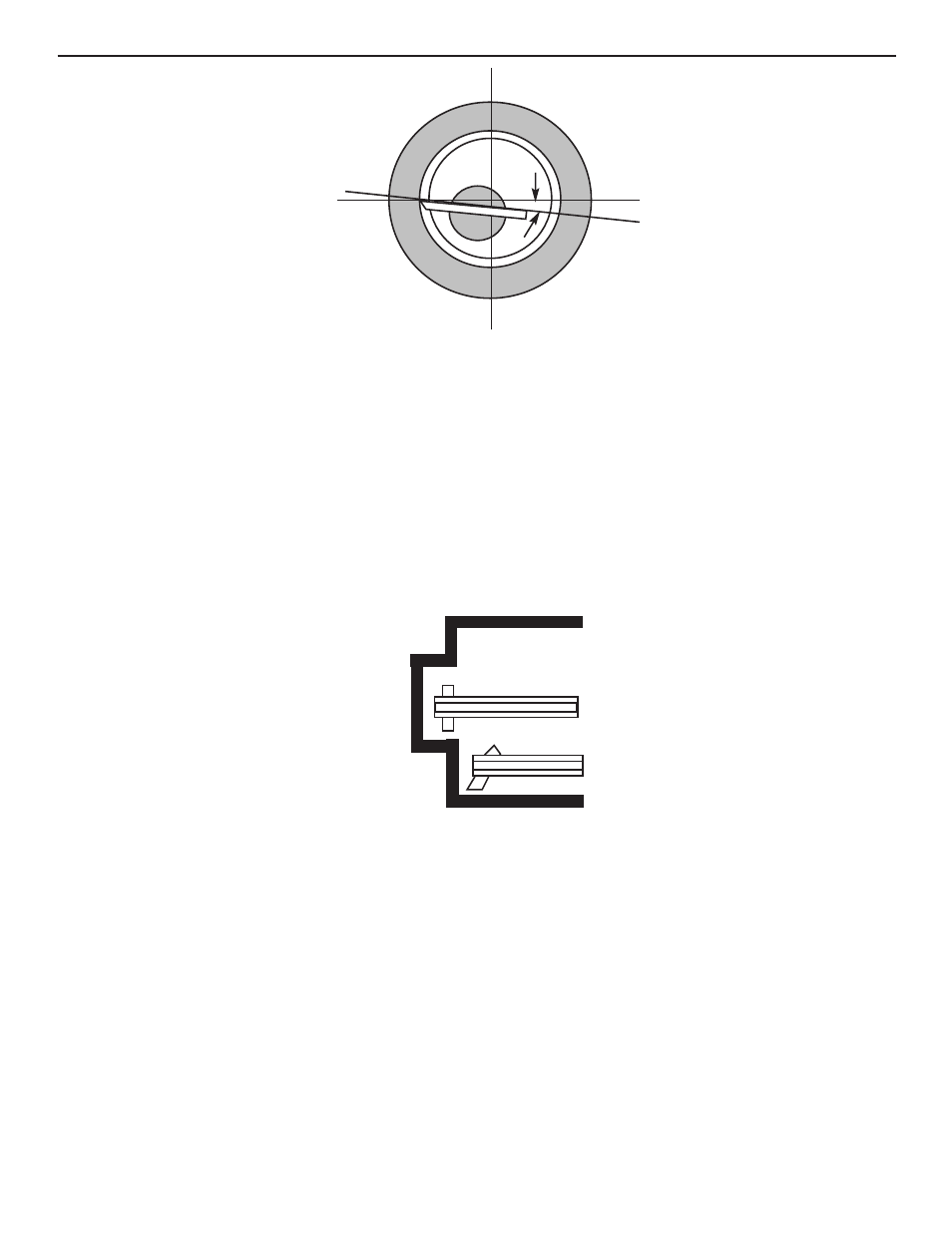
Figure 14.4 The cutting edge engages the work piece along a line
in the mounted plane of the lathe centers
For straight longitudinal cuts, you can hold the cutter close up, therefore more rigidly, if
it's at a 90° angle to the bar. For machining ends of a bar, however, you need a boring
bar that holds the cutter at an angle or angles so the cutter extends beyond the end of
the bar (Figure 14.5). For maximum visibility, position the cutting edge at the near side,
parallel to the centerline.
The rules that apply to external turning apply to boring as well, except-as noted earlier
where the rake angles differ. The rake angles are governed by cutter type and bore diam-
eter. Feeds must be lighter to keep the tool from springing. This is especially true when
enlarging out-of-round holes, when you take several small cuts rather than one heavy cut.
Figure 14.5 To machine ends of a bar, use a boring bar that angles
the cutter so it extends beyond the bar
After the last finish cut, it is common to reverse the feed and take one last, fine cut with
the tool coming out of the work. This last cut, taken without movement of the cross-feed,
avoids a slightly undersized hole because you compensate for any spring in the bar.
Cutting Internal Threads
Internal thread cutting is like external thread cutting, except you have the clearance
restrictions and tool problems of boring. You use the same toolholders, but the cutters
have thread forms and are fed at thread-cutting ratios of feed to spindle revolutions.
Another difference between boring and inside threading is the cutting angle at which the
14: Lathe Drilling and Boring
14-3
Or Visit www.smithy.com