Smithy Midas 1220 LTD User Manual
Page 60
length of the portion to be tapered. Then multiply the resulting quotient by half the
difference between the extreme diameters of the finished taper.
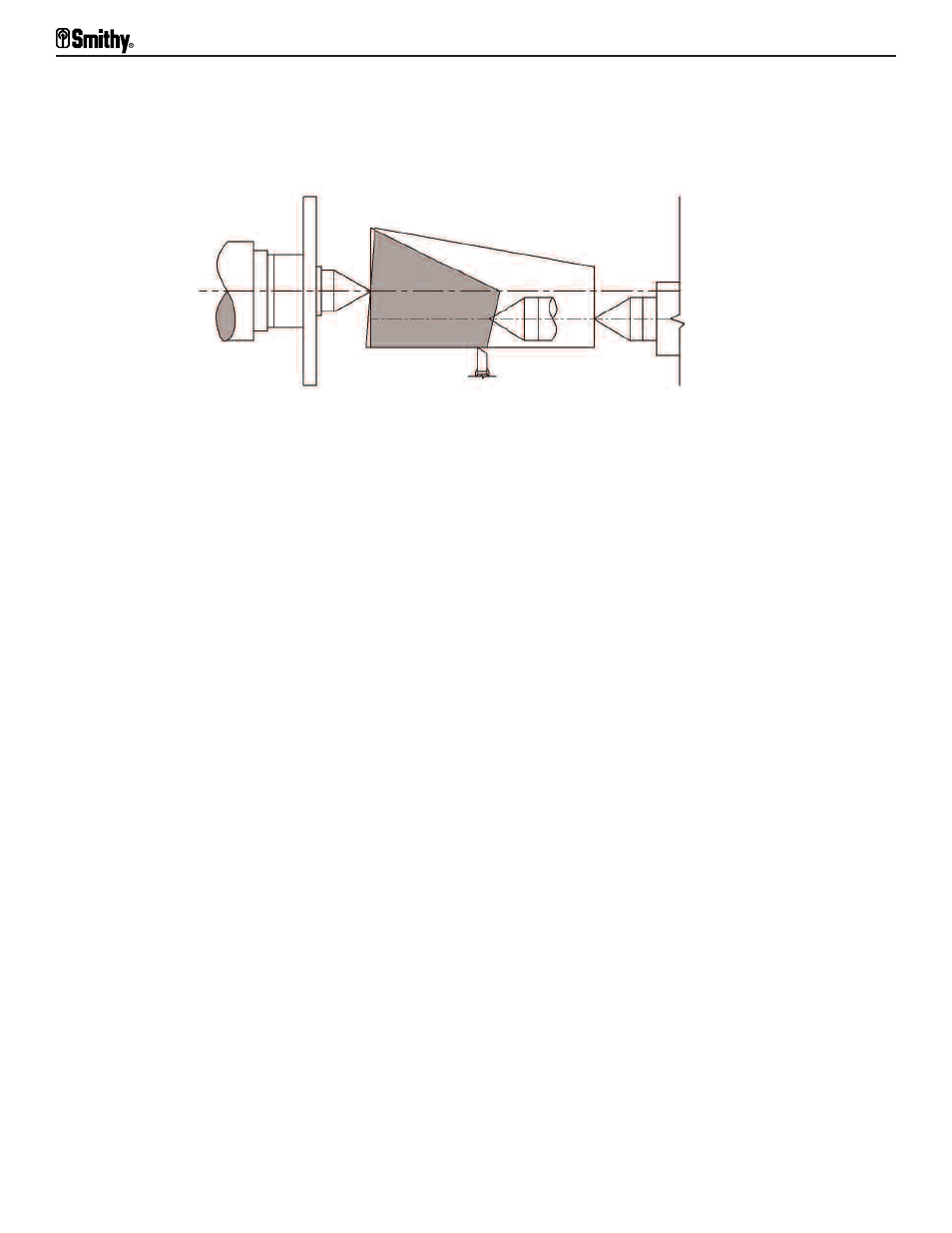
Figure 11.7 Tailstock setover should be half the difference between the finished
diameters of the ends, or 0=T" x L"/2, where T= taper per inch and
L= length of work in inches.
Note:
(A) Because most drawings give the taper in inches per foot of length, it may be
easier to convert all dimensions to inches. (B) Be sure to zero the tailstock before
resuming straight turning.
Midas 1220 LTD Operator’s Manual
11-6
For Assistance: Call Toll Free 1-800-476-4849