MK Products CobraMig 260 PS/Feeder User Manual
Page 17
CobraMig 260 Owner's Manual - Page 11
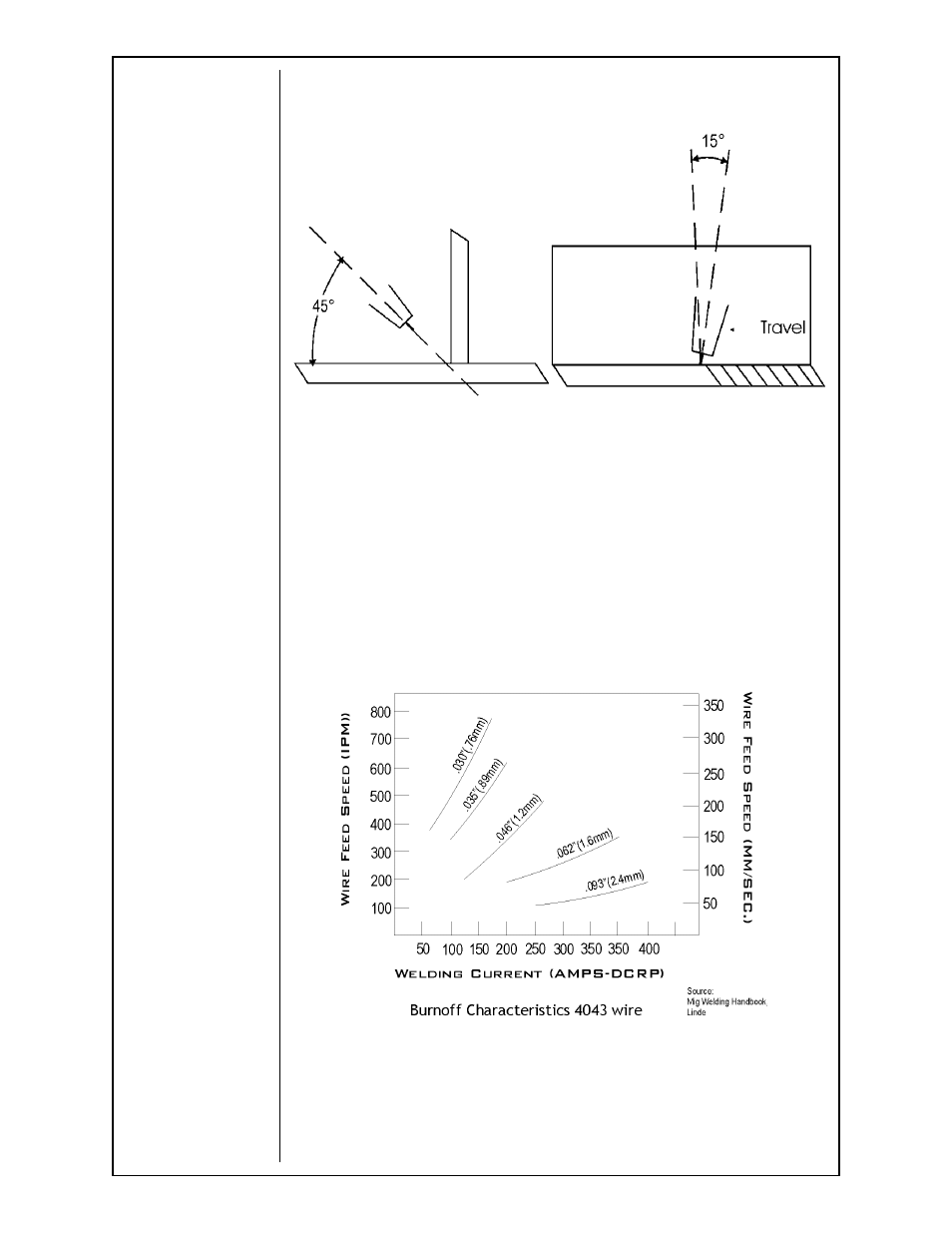
should bisect the 90 degree angle made by the joint and a push angle of from
10 to 15 degrees in the direction of travel is used.
Strike an arc and move the torch progressively along the joint at a smooth
steady rate. Most operators, unfamiliar with aluminum, tend to move too
slow and consequently overheat the plate. A travel rate of 25 to 35 ipm
should be used.
The arc should sound smooth and the weld bead should be bright and shiny.
If spatter occurs and the arc sounds like a short arc condition, decrease the
wire feed speed or, if the weld looks cold, increase the voltage until a smooth
spray transfer is achieved.
The above condition provides 20 volts and 112 amps. If exact volts and amps are
required, purchase meter kit P/N 005-0585.
- CobraTig 150 XM (32 pages)
- CobraCooler (20 pages)
- Advanced Color Logic Rev.A (55 pages)
- Advanced Color Logic Rev.A (55 pages)
- DiamondBack Weldhead (30 pages)
- MiniMicro Orbital Weldhead (30 pages)
- Copperhead Weldhead (42 pages)
- Python Gun (37 pages)
- Python MM Com ACWC (43 pages)
- MK Cobramatic Pro Series (43 pages)
- CobraMAX (28 pages)
- Cobra SX (28 pages)
- Cobra MX (41 pages)
- Prince XL Spool Gun (41 pages)
- Prince XL LE Com ACWC (41 pages)
- Prince SG (30 pages)
- WC-1-110 (26 pages)
- MK200 (20 pages)
- Sidewinder (26 pages)
- Weld Control (45 pages)
- Python LX Euro (41 pages)
- Python LX LE Com ACWC (41 pages)
- Prince XL Fronius Com ACWC (39 pages)
- Cobra SX Fronius Com AC (30 pages)
- Cobra MX MM Com ACWC (41 pages)
- Cobra SX MM Com AC only (30 pages)
- Positioner 1/AirCrafter T-25 (17 pages)
- Prince XL MM Com ACWC (39 pages)
- CobraTurn Digital Turntable (23 pages)
- CobraCooler 2003 (15 pages)
- CobraCooler 2005 (14 pages)
- Cobramatic II (45 pages)
- Cobramatic 120VAC (47 pages)
- Cobramatic 42VAC (38 pages)
- Cobramatic 120 VAC V6 (40 pages)
- Cobra System III Gooseneck (26 pages)
- Prince XL/Spool Gun (41 pages)
- Cobra Gold Gooseneck (41 pages)
- RoboKing (33 pages)
- Python Rev.D (40 pages)
- Cobra MX Gun - ACWC (36 pages)
- Positioner #3 (14 pages)
- Positioner #2 (15 pages)
- MK 2000A (29 pages)