Ivoclar Vivadent IPS Investment Ring System 300g User Manual
Page 9
9
Mise en revêtement
La mise en revêtement peut être effectuée en utilisant soit
IPS PressVEST (par ex. durant la nuit), soit IPS PressVEST Speed.
Se référer au mode d'emploi du revêtement correspondant
pour les paramètres de mise en oeuvre détaillés. Respecter les
directives de base suivantes :
–
Ne pas vaporiser les éléments avec des réducteurs de ten-
sion de cire
–
Mélanger le revêtement (Attention : le revêtement contient
de la poudre de quartz, aussi éviter d'inhaler les poussières)
–
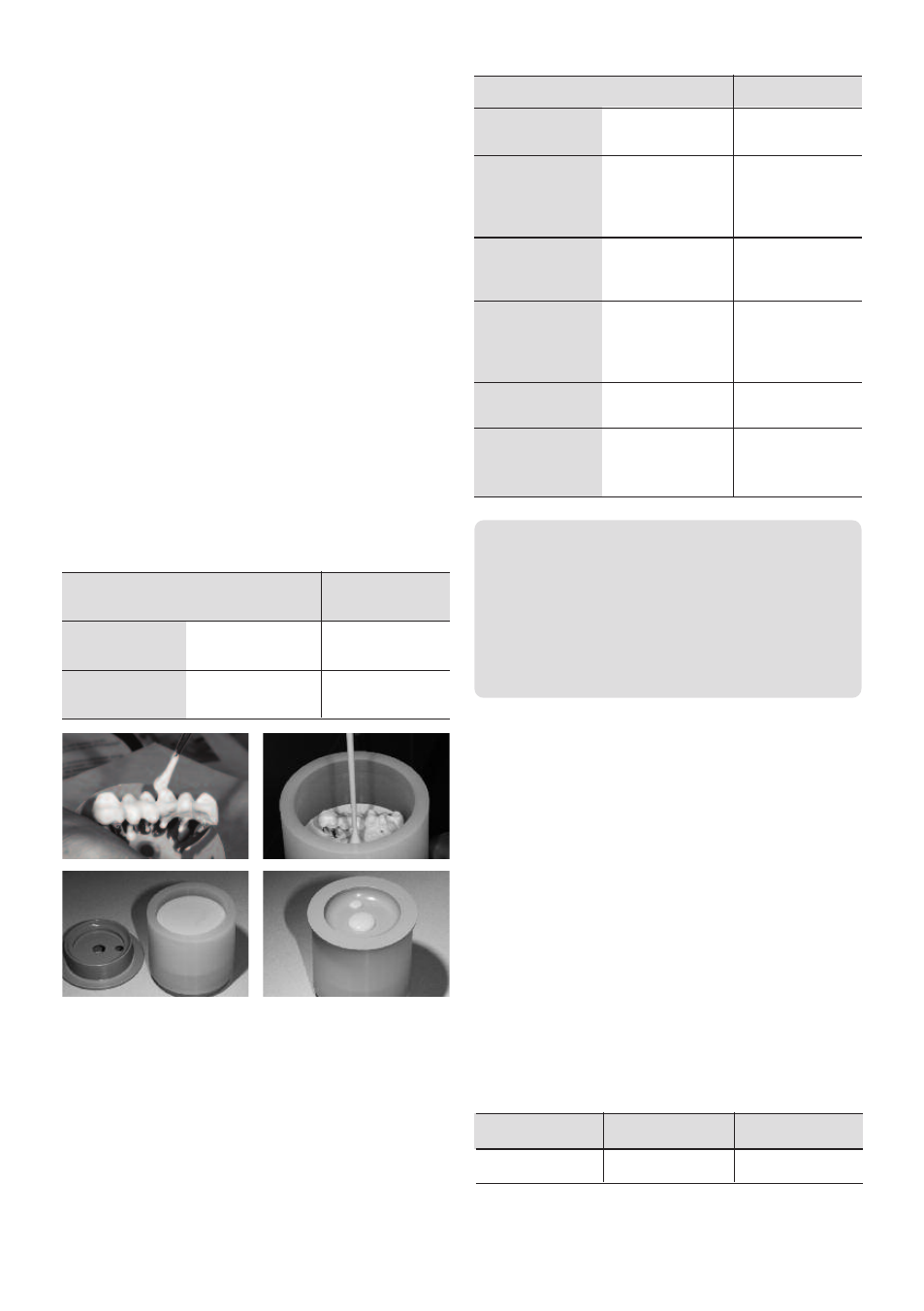
Utiliser un instrument approprié pour le remplissage des
intrados. Veiller à ne pas endommager les parties en cire les
plus fines.
–
Placer délicatement le cylindre en silicone IPS 300 g sur la
base de cylindre IPS 300 g sans endommager les éléments
en cire. Le cylindre en silicone doit reposer entièrement sur
l'embase du cylindre.
–
Remplir soigneusement le cylindre jusqu'à la marque avec
le revêtement. Positionner le gabarit du cylindre avec un
mouvement de bascule afin de laisser l'air s'échapper par
l'alésage excentrique.
–
Laisser prendre le revêtement en évitant toute vibration
Rapports de mélange du revêtement
Temps de prise
Température du four
de préchauffage lors
de l'enfournement
du cylindre
Position du cylindre
dans le four de
préchauffage
Lingotins IPS e.max
ZirPress ou
lingotins IPS InLine
PoM
Piston IPS 300 g à
usage unique
Temps de maintien
à la température
finale de 850°C
IPS PressVEST
min. 60 mn
(max. 24 heures)
Température
ambiante (taux de
chauffe 5°C/min)
A l'envers,
l'ouverture tournée
vers le bas
Ne pas préchauffer
Ne pas préchauffer
min. 90 mn
IPS PressVEST Speed
min. 30 mn /
max. 45 mn
850 °C
A l'envers,
l'ouverture tournée
vers le bas
Ne pas préchauffer
Ne pas préchauffer
min. 90 mn
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Armatures de dents
unitaires et de bridges
Armatures de dents
unitaires et de bridges
Liquid :
eau distillée
39 ml : 27 ml
48 ml : 33 ml
Nombre de lingotins
Poids de la cire
3 lingotins
max. 2,2 g
6 lingotins
max. 5,1 g
Information :
Si l'on procède à plusieurs mises en revêtement avec le
matériau Speed, celles-ci doivent être échelonnées et les
cylindres enfournés avec des intervalles d'env. 20 min. Lors
du chargement du four, s'assurer que la température ne
chute pas trop. Le temps de maintien est décompté à partir
du moment où la température de préchauffage est à
nouveau atteinte.
Préchauffage
Une fois le temps de prise du revêtement correspondant
(IPS PressVEST ou IPS PressVEST Speed) écoulé, préparer le
cylindre de la manière suivante pour le préchauffage :
–
Retirer le gabarit et l'embase du cylindre en tournant
–
Faire sortir le cylindre de revêtement du cylindre silicone
IPS en appuyant délicatement
–
Retirer à l'aide d'un couteau à plâtre les aspérités
indésirables au niveau de la base du cylindre. Contrôler
l'angle de 90°. Aucun résidu de revêtement ne doit se
déposer dans le canal de pressée. Le cas échéant éliminer
en soufflant.
Pressée
Avant que le cycle de préchauffage du cylindre ne soit terminé,
il convient d'entreprendre les préparatifs suivants pour la
pressée :
–
Allumer et préchauffer le four de pressée. Respecter les
paramètres de pressée spéciaux pour le système de
cylindre IPS 300 g.
–
Préparer un piston à usage unique
–
Préparer des lingotins de la teinte souhaitée et les prendre
avec la pince
Choix des lingotins
–
3 à 6 lingotins doivent toujours être utilisés par cycle de
pressée.
–
Dans le cas d'IPS InLine PoM, utiliser seulement des petits
lingotins ou seulement des gros lingotins pour chaque
couche.
IPS e.max ZirPress