Ivoclar Vivadent IPS Investment Ring System 300g User Manual
Page 3
3
Investing
Investing is carried out using either IPS PressVEST (e.g. over-
night) or with IPS PressVEST Speed. Please refer to the
Instructions for Use of the corresponding investment material
for the detailed processing parameters. Please observe the
following basic guidelines:
–
Do not use a debubblizer on the wax objects.
–
Mix the investment material. (Caution: The investment
material contains quartz powder. Therefore, avoid the
inhalation of dust)
–
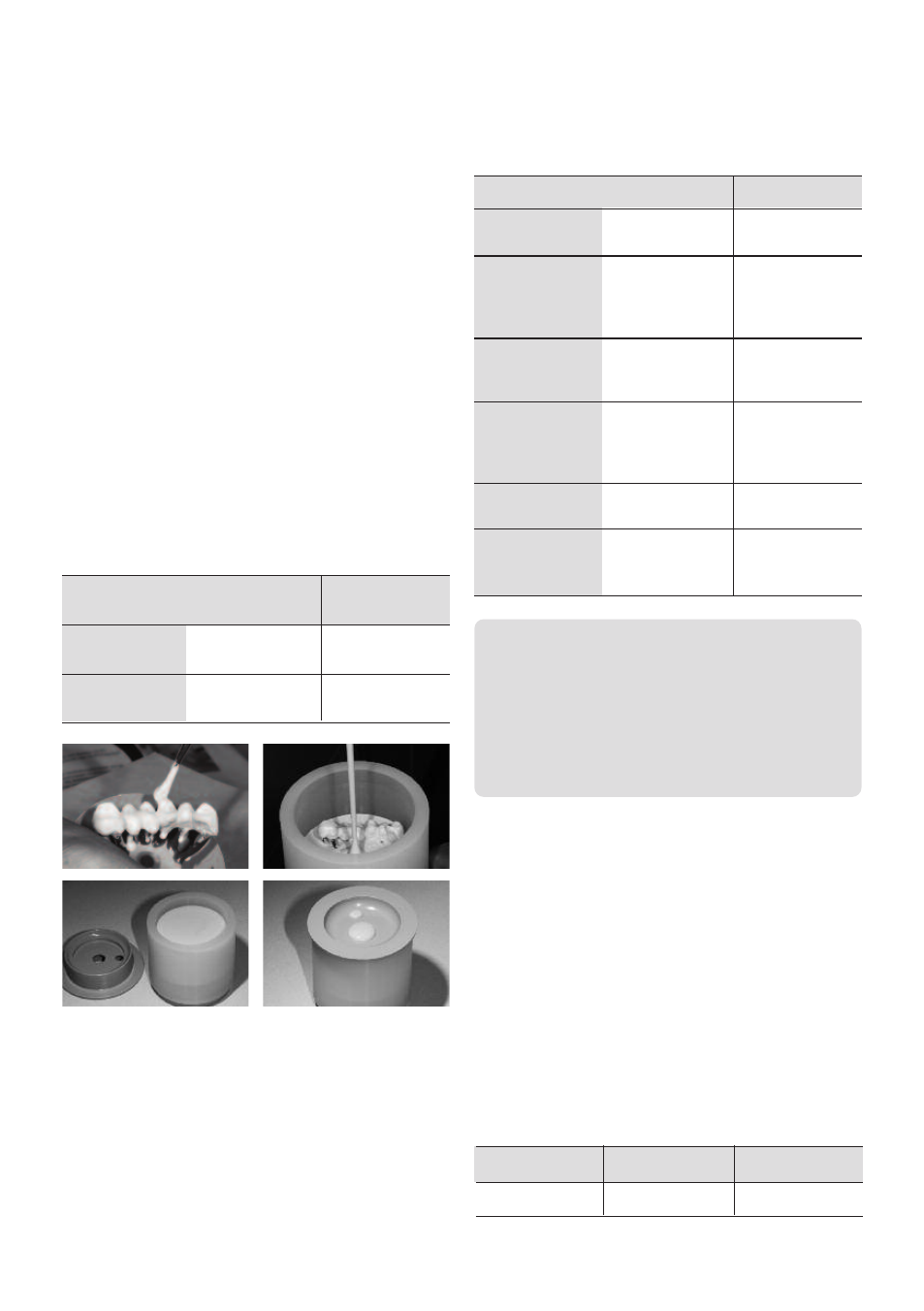
Use a suitable instrument for the fine investment of the
cavity. Make sure that the delicate wax margins are not
damaged.
–
Carefully place the IPS Silicone Ring 300 g on the IPS Ring
Base 300 g without damaging the wax objects. The silicone
ring must sit flush on the ring base.
–
Carefully fill the investment ring with investment material
up to the marking on the silicone ring. Position the ring
gauge with a hinged movement to allow entrapped air to
escape through the eccentric hole.
–
Allow the investment ring to set without manipulating it.
Investment material mixing ratio
Setting time
Preheating furnace
temperature upon
placing the
investment ring
Position of the in-
vestment ring in the
preheating furnace
IPS e.max ZirPress
ingots or
IPS Inline PoM
ingots
IPS One-Way
Plunger 300 g
Holding time at
final temperature
of 850 °C
IPS PressVEST
at least 60 min.
(max. 24 hours)
Room temperature
(max. heating rate
5 °C/min)
at the rear wall,
with the opening
facing down
no preheating
no preheating
at least 90 min
IPS PressVEST Speed
at least 30 min. /
max. 45 min.
850 °C
at the rear wall,
with the opening
facing down
no preheating
no preheating
at least 90 min
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Single tooth and
bridge frameworks
Single tooth and
bridge frameworks
Liquid :
Distilled Water
39 ml : 27 ml
48 ml : 33 ml
Number of ingots
Wax weight
3 ingots
max. 2.2 g
6 ingots
max. 5.1 g
Note:
If several Speed investments are to be conducted, they
should be invested consecutively and placed into the pre-
heating furnace at an interval of approximately 20 minutes.
Make sure that the furnace temperature does not drop too
much when placing the investment rings into the preheating
furnace. The stipulated holding time counts from the point
when the preheating temperature has been reached again.
Preheating
After the stipulated setting time of the respective investment
material (IPS PressVEST or IPS PressVEST Speed), the
investment ring is prepared for preheating as follows:
–
Remove the ring gauge and ring base with a turning
movement.
–
Carefully push the investment ring out of the IPS Silicone
Ring.
–
Remove rough spots on the bottom surface of the
investment ring with a plaster knife. Check the 90° angle.
Investment material residue must not enter the sprues.
Blow into the sprues if necessary.
Pressing
Carry out the following preparatory steps for pressing before
the preheating cycle for the investment ring has been
completed:
–
Switch on and preheat the press furnace in time. Observe
the special press parameters for the IPS Investment Ring
System 300 g.
–
Provide a cold IPS One-Way plunger
–
Provide cold ingots in the required shade and pick them up
with the IPS Ingot Tongs.
Ingot selection
–
3–6 ingots should always be used per press cycle
–
with IPS InLine PoM either only small or only large ingots
must be used per layer.
IPS e.max ZirPress