Ivoclar Vivadent IPS Investment Ring System 300g User Manual
Page 15
15
Tiempo de
fraguado
Temperatura de pre-
calentamiento del
horno después de
colocar el cilindro
de revestimiento
Posición del cilindro
de revestimiento en
el horno de preca-
lentamiento
Pastillas IPS e.max
ZirPres o IPS Inline
PoM
IPS pistón monouso
300 g
Tiempo de manteni-
miento de la tem-
peratura final de
850° C
IPS PressVEST
mín. 60 min.
(máx. 24 horas)
temperatura
ambiente (máx.
velocidad de calen-
tamiento 5ºC/min)
en la parte de atrás,
con la apertura
hacia abajo
sin precalentamiento
sin precalentamiento
mín. 90 min.
IPS PressVEST Speed
mín. 30 min. /
máx. 45 min.
850 °C
en la parte de atrás,
con la apertura
hacia abajo
sin precalentamiento
sin precalentamiento
mín. 90 min.
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Diente individual y
estructuras de puentes
Diente individual y
estructuras de puentes
Liquido :
Agua destilada
39 ml : 27 ml
48 ml : 33 ml
Número de pastillas
Peso de la cera
3 pastillas
max. 2,2 g
6 pastillas
max. 5,1 g
Aviso: Si se tienen que realizar varios cilindros con revesti-
mientos Speed, éstos se deberán revestir consecutivamente y
colocar en el horno de precalentamiento con un intervalo de
aproximadamente 20 minutos, asegurándose de que la tem-
peratura del horno no descienda en exceso cuando se colo-
quen los cilindros en el mismo. Los tiempos de mantenimien-
to indicados cuentan desde que se vuelve a alcanzar de
nuevo la temperatura de precalentamiento.
Calentamiento previo
Después del tiempo de fraguado estipulado del material de
revestimiento correspondiente (IPS PressVEST o IPS PressVEST
Speed), el cilindro de revestimiento se prepara de la siguiente
manera para el precalentamiento:
–
Retire el calibre y la base del cilindro con un movimiento
circular.
–
Saque con cuidado el cilindro de revestimiento del aro de
silicona
–
Elimine los restos rugosos de la superficie inferior del cilin-
dro de revestimiento con un cuchillo para yeso. Revise el
ángulo de 90º. Evite que entren residuos de material en los
bebederos y si fuera necesario, límpielos con aire.
Inyección
Lleve a cabo los siguiente pasos preparatorios antes de que
haya finalizado el ciclo de precalentamiento del cilindro de
revestimiento:
–
Conecte y precaliente el horno de inyección con anteriori-
dad y tenga en cuenta los parámetros para el sistema de
cilindro de revestimiento IPS 300 g.
–
Utilice un pistón monouso IPS Cold (sin precalentamiento).
–
Utilice pastillas cold (sin precalentamiento) del color
requerido y tómelos con las pinzas de pastillas IPS
Selección de pastillas
–
Se deben utilizar 3 ó 6 pastillas por cada ciclo de inyección.
–
Con IPS InLine PoM se utilizan sólo pastillas pequeñas o
sólo pastillas grandes por cada capa.
IPS e.max ZirPress
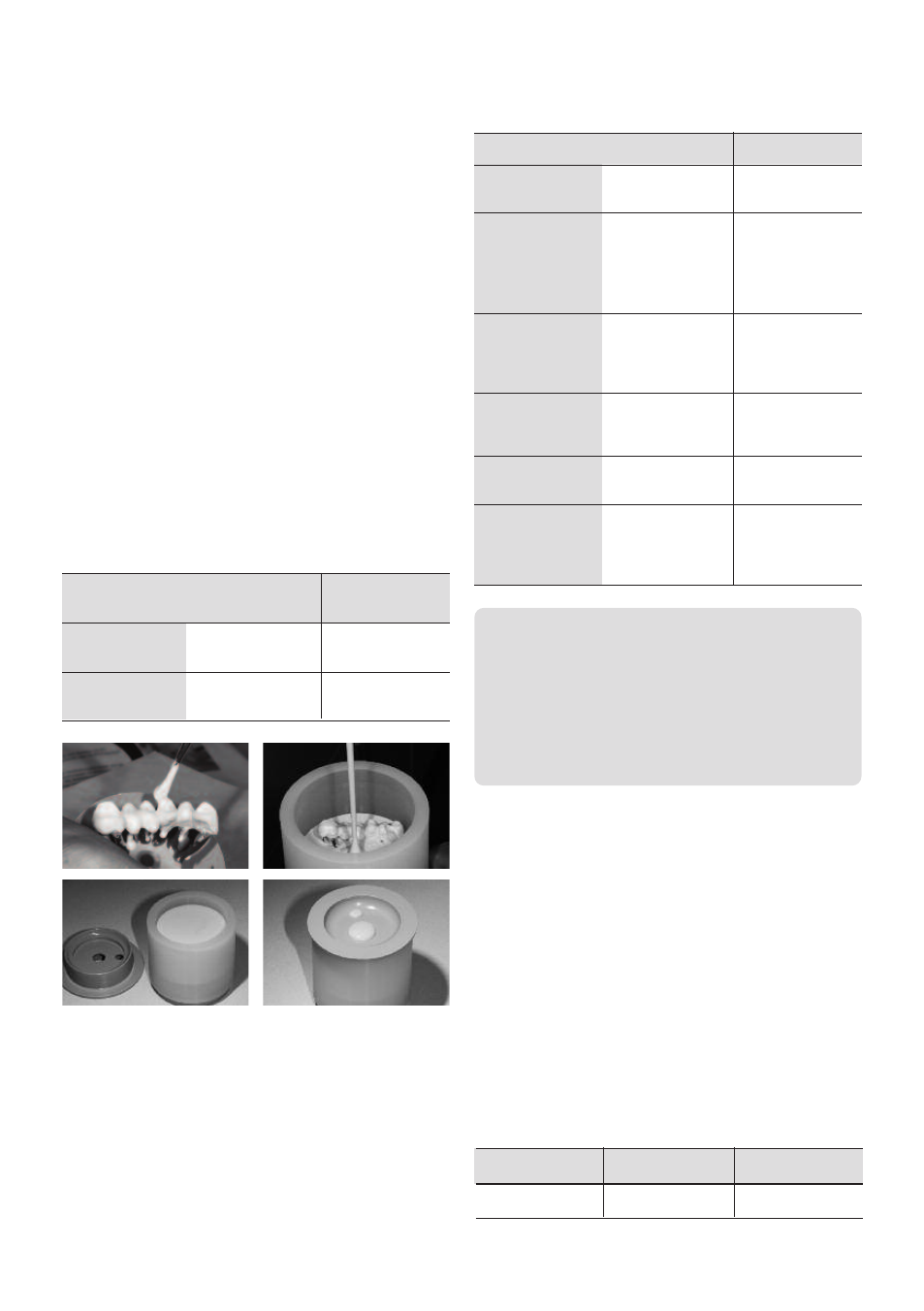
Revestimiento
La puesta en revestimiento se lleva a cabo utilizando
IPS PressVEST (ej. durante la noche) o con IPS PressVEST
Speed. Por favor, consulte las correspondientes instrucciones de
uso para una información más detallada. Tenga en cuenta las
siguientes directrices:
–
No utilice un eliminador de burbujas químico (eliminador
de tensiones) con los objetos de cera
–
Mezcle el material de revestimiento (Precaución: el
material de revestimiento contiene polvo de cuarzo, por lo
que se debe evitar su inhalación).
–
Utilice instrumental apropiado para revestir con mayor
precisión las cavidades. Asegúrese de no dañar los
márgenes delicados de la cera.
–
Con cuidado rellene el cilindro con el material de revesti-
miento hasta la señal en el cilindro de silicona.
–
Coloque la tapa superior del cilindro con un movimiento
batiente para permitir que salga el aire atrapado a través
del orificio.
–
Permita que el cilindro de revestimiento se asiente sin
manipularlo.
Proporción de mezcla del material de
revestimiento