Torque trigger option – Dukane 403-570-01 User Manual
Page 43
Dukane Manual Part No. 403-570-01
Page 37
Section 5 - Touch Screen Menus
Torque Trigger Option
This option specifies a torque level to sense when the
upper and lower parts make contact. Prior to contact,
the motor is spinning the tool in the air using a very low
amount torque. At contact, there is an increase in the
torque required to maintain a constant angular velocity,
at which point the weld is considered to start (i.e. the
weld timer and counter are started). Note that the welder
begins to sense the torque after reaching the TRIGGER
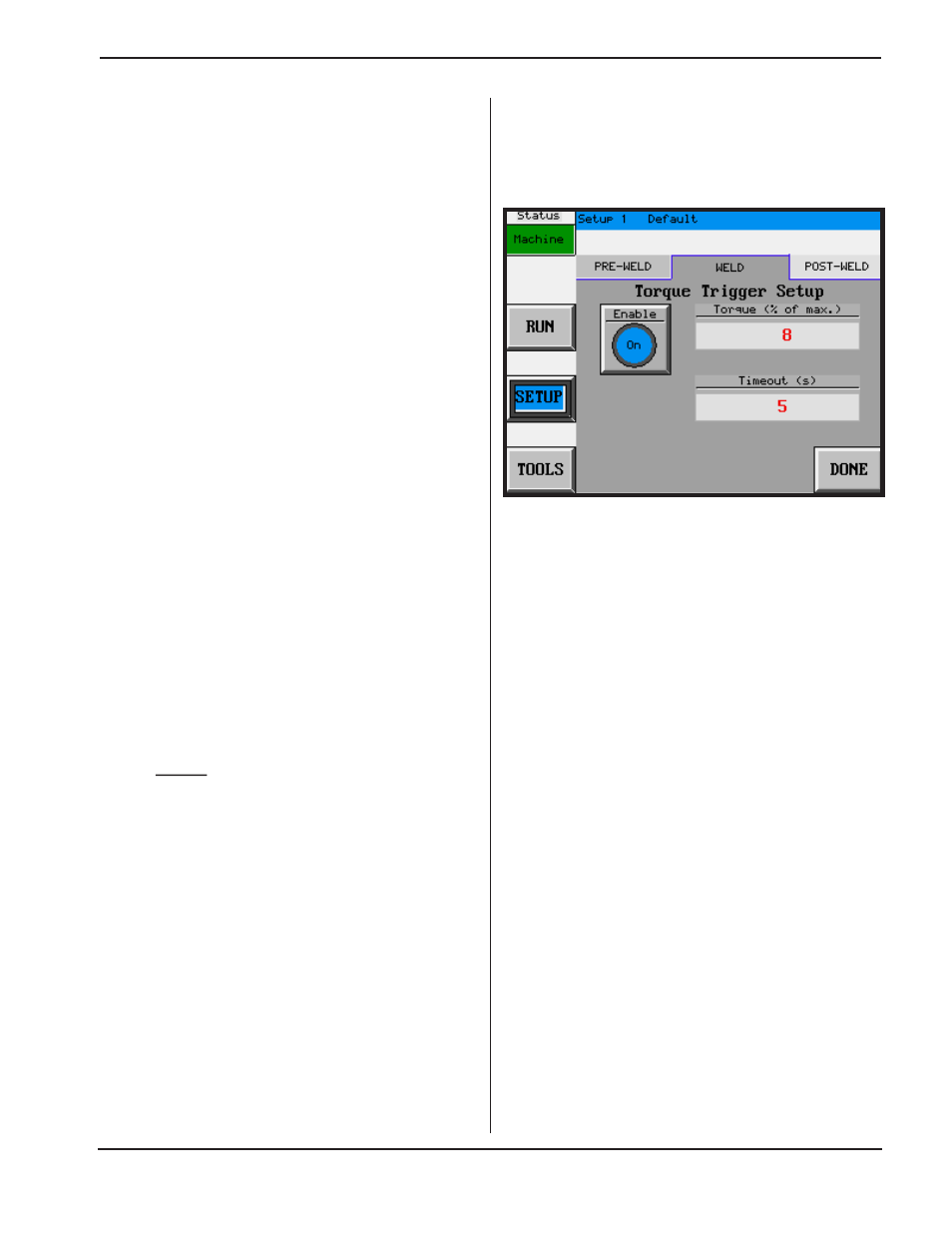
Position. To enable this option, press the
Torque Trigger
button and then the
Enable
box on the screen shown in
Figure 5-18. The
Torque (% of max .)
field specifies the
torque level at which the weld will start. The
Timeout
(s)
value specifies the amount of time the welder will
wait between reaching the TRIGGER Position and the
sensing of the torque trigger. If torque trigger does not
occur within this time, the machine will abort the cycle
and display an error. The
DONE
button causes a return
to the main
WELD
tab screen.
For this option to work properly, the torque trigger value
must be set above the torque required to keep the spin
tool running before part contact (i.e. in free air). To set
the torque trigger value correctly, follow these steps:
1.
Program all welder settings as desired (refer to
other sections in this manual if needed).
2.
Disable the
Torque Trigger Option
.
3.
Verify that the
VERTICAL TRAVEL LOWER
LIMIT
is set properly to prevent the possibility
of contact between the tool and fixture (refer to
TOOLS, SYSTEM SETUP
tab menu).
4.
Press the
RUN
button.
5.
Run a “dry” cycle (i.e. without parts) by acti-
vating both RUN switches until the spin motor
stops.
6.
Read the
Peak Torque (%
) value on the
RUN
screen. This value represents the torque re-
quired to keep the tool spinning in the air.
7.
Repeat Steps 5 and 6 several times to determine
the largest torque value.
8.
Enable the
Torque Trigger Option
and set the
Torque (% of max .)
field to be slightly larger (at
least 2%) than the number from the previous
step.
Figure 5–18
Weld Torque Trigger Option Screen