Woodhaven 3010: Rail Kit User Manual
Page 3
USING ON WORK 2" OR THINNER
The work must have fairly parallel edges. Maximum depth
of cut without repositioning the work is approximately 5/8". For
work that is not too heavy or bulky, set the work face down on a
flat surface, shimming underneath it if necessary so it won't rock
from corner-to-corner or side-to-side. Lay each rail upside down
on the flat surface on either side of the work. Place two 1/4"
shims under the 48" Double Track of each Rail to support it. The
inside of the Rails should be parallel to each other, but not tight
against the edge of the work. Center the length of the work on
the length of the Rails, making sure the ends of the work are at
least 6" in from the ends of the Rails.
Mark and drill four 1/8" pilot holes corresponding to the
holes in the Work Support angle brackets and attach the Work
Supports to the underside of the work using the 1/2" screws
(STP004). See fig. 3
Flip the whole assembly over and clamp the Rails to the
flat surface to begin the planing operation. Depending on work
size and weight, you may be able to set the Rails on non-skid
pads and not use clamps. The Rails can also be attached to a
plywood base or two to three 2 x's fastened from one Rail to the
other.
2
Work
attached to
Work Supports
with
STP004
Work
double-face-taped to
Work Table
attached to
Work Supports
with STP004
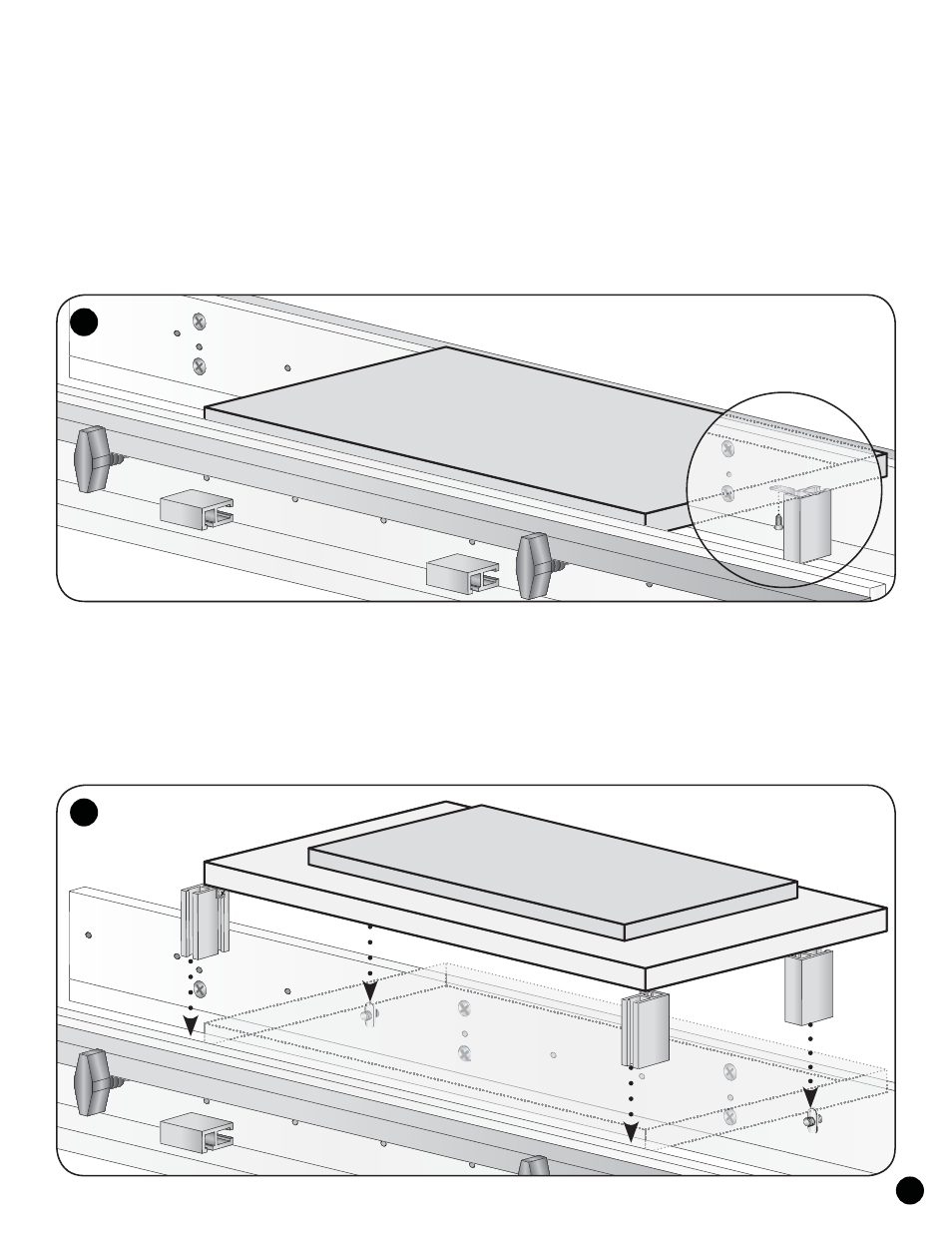
If the work is too large or bulky to be safely flipped over with
the Rails attached, set the Rails upright to start out. Attach the
Work Supports to the underside of the work making sure they're
on 4" centers along each long edge of the work and parallel to
each other. Flip the work over and slide the four Work Supports
on to the oval nuts. If the work is large or bulky, this may require
help. See fig. 4
Instead of attaching the Work Supports directly to the
underside of the work, you can make a 3/4" thick work table for
the work to be double face taped to and attach the Work Supports
to the underside of the work table instead. Cut the work table
wider than the widest piece you anticipate planing. This is also
the best method if your part has irregular edges. This method
will reduce the maximum part thickness by the thickness of the
work table. See fig. 4
3
4