Feed table chain adjustment, Roll procession adjustment, 5 roll procession adjustment – B&C Technologies IM Series Industrial Ironer User Manual
Page 61: 5 feed table chain adjustment
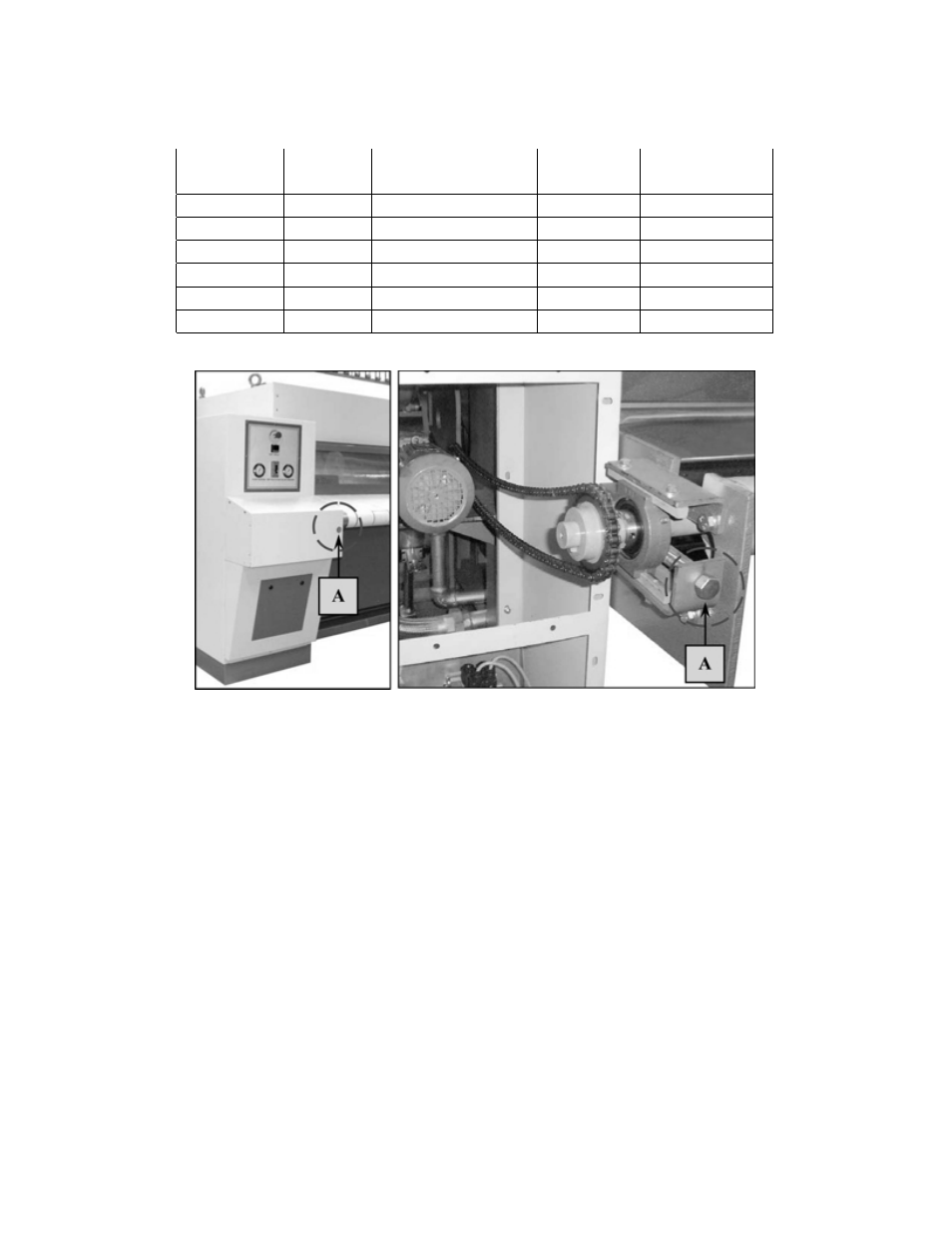
Table 5.4: Roll to Roll Tension Chart
Ironer Size
Belt Size
Module Numbers
Deflection
Force
mm
mm
in
N
lb
2x800
3150
1 to 2
13
1/2
12-18
3.6-5.4
3x800
3150
1 to 2
13
1/2
9-13
2.0-2.9
3150
2 to 3
13
1/2
16-22
3.6-4.9
2x1200
4000
1 to 2
16
5/8
13-19
2.9-4.2
3x1200
4000
1 to 2
16
5/8
15-20
3.3-4.5
4000
2 to 3
16
5/8
26-39
5.8-8.7
Figure 5.11: Infeed Belt Tension Adjustment
5.4.5
Feed Table Chain Adjustment
To properly tension the infeed belts, locate the access hole on either side of the infeed table (see
figure 5.11 on page 51). To tighten the infeed belts, rotate the bolts on both sides clockwise. To
loosen the infeed belts, rotate the bolts on both sides counterclockwise.
5.5
Roll Procession Adjustment
The rolls on a multi-roll ironer must rotate at ever increasing rates through the ironer for best
quality. This is accomplished by adjusting each roll’s speed relative to the previous roll. This
speed difference is small but of utmost importance. Too much procession, and the sheets will
be overly stretched and guide tapes will be frequently damaged. Too little procession will cause
wrinkling of the goods and feeding problems. Adjusting the procession follows these basic steps:
51