5317-5323 wings – Great Plains TC5319 Assembly Manual User Manual
Page 20
16
TC5109-5323
Great Plains Manufacturing, Inc.
566-046E
04/12/2012
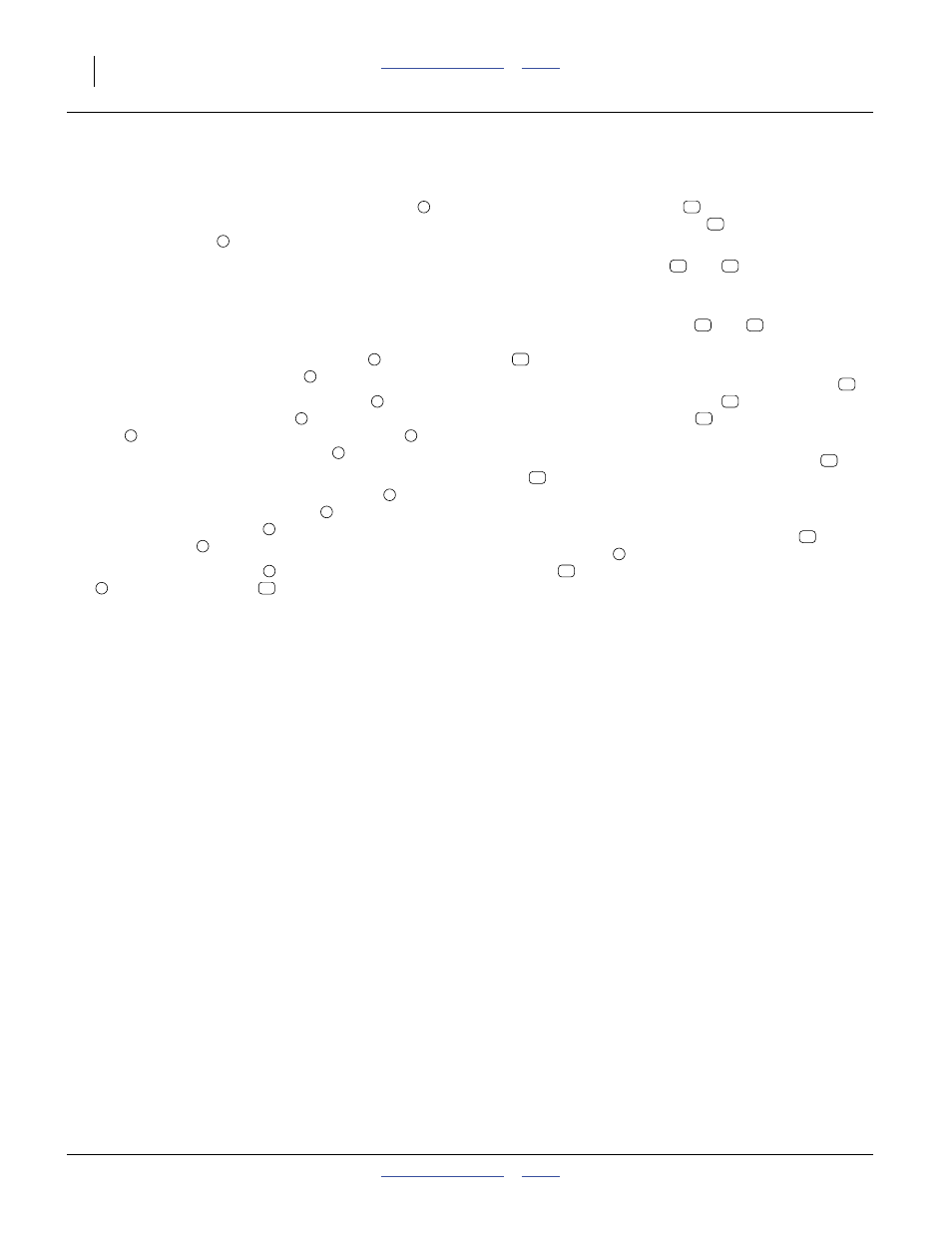
5317-5323 Wings
Refer to Figure 14
74. Carefully align holes in wing frame LH and RH
with holes on center frame hinges. Secure with 1 1/4
x 8 Gr. 8 hex bolt
and 1 1/4 top lock nut.
Note: Tighten bolts snug but do not over-tighten as
wings need to pivot freely. When wing frame is
attached to center frame, set stands (if available)
under outer part of wings to hold wings level for
rest of assembly.
75. Attach lower hole of cylinder bar mount
to ears of
wing frame with 1 x 4 hex bolt
, and 1 lock nut.
76. Attach upper hole of cylinder bar mount
to one
end of wheel arm turnbuckle
with 1 x 3 1/2 hex
bolt
, two 1.5 x 1.0 x.075 machine washers
(one
in each side of cylinder bar mount
), secure with 1
lock nut.
77. Attach other end of wheel arm turnbuckle
to wing
frame ear with 1 x 3 1/2 hex bolt
, two 1.5 x 1.0
x.075 machine washers
(one in each side of cylin-
der bar mount
), secure and 1 lock nut.
78. Attach wing cylinder lug
and wing cylinder mount
with 3/4 x 2 hex bolts
, 3/4 lock washers and 3/4
hex nuts.
79. Attach wing gang mount
to front wing frame
plates with 3/4 x 2 hex bolts
, 3/4 lock washers
and 3/4 hex nuts.
Note: Wing shank mounts
and
are only used on
some models, see machine and attachment layout
drawings in Appendix for proper placement.
80. Install wing shank mounts
and
(model 5323
only) to wing frame plate with 3/4 x 2 1/2 hex bolts
, 3/4 lock washers and 3/4 nuts.
81. Attach base end of the 4 x 36 x 2 fold cylinders
and 4 x 36 x 1.5 fold cylinders
to center fold
bracket with 1 x 3 3/8 pins
, 1.5 x 1.0 x.075
machine washer and 3/16 x 2 cotter pin.
Note: Do not attach rod end of the fold cylinders
and
to wing cylinder lug until fold cylinders have
been purged of air, See “Purging Hydraulic Sys-
tem” on page 24.
82. Attach the 4 x 10 x 1.38 wing lift cylinders
to cylin-
der bar mount
and ear on torque tube with 1 x 3 3/
8 pins
, 1.5 x 1.0 x.075 machine washer and 3/16
x 2 cotter pin.
83. Tighten all bolts to specs, See “Torque Values
1
2
3
7
3
4
5
6
3
4
5
6
3
8
9
10
11
10
12
14
12
14
13
15
16
17
15
16
18
3
17