Tweco FP-165 Mini MIG Portable MIG Welder User Manual
Page 48
FIREpOwER Fp-125, 135, 165
SERVICE
Manual 0-5123
5-4
Service
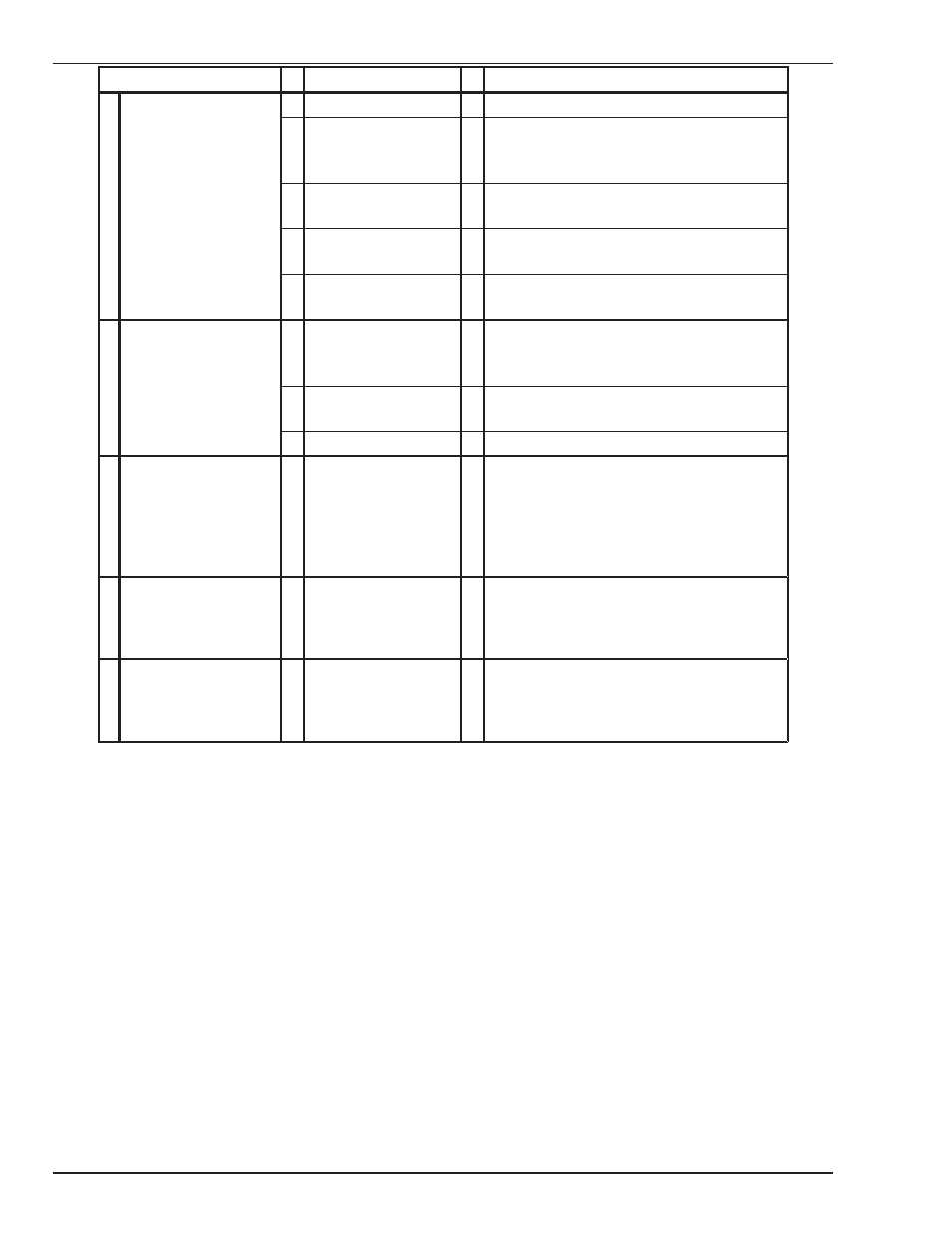
FAULT
CAUSE
REMEDY
6
Weld cracking
A Weld beads too small A Decrease travel speed
B Weld penetration nar-
row and deep
B Reduce current and voltage and increase MIG
torch travel speed or select a lower penetration
shielding gas.
C Excessive weld stress-
es
C Increase weld metal strength or revise de-
sign
D Excessive voltage
D Decrease voltage by reducing the voltage
selection switch.
E Cooling rate too fast E Slow the cooling rate by preheating part to be
welded or cool slowly.
7
Cold weld puddle
A Faulty rectifier unit A Have an Accredited THERMAL ARC Service
Agent to test then replace the faulty compo-
nent.
B Loose welding cable
connection.
B Check all welding cable connections.
C Low Primary Voltage C Contact supply authority
8
Arc does not have a crisp
sound that short arc ex-
hibits when the wirefeed
speed and voltage are ad-
justed correctly.
The MIG torch has been
connected to the wrong
voltage polarity on the
front panel.
Connect the MIG torch to the positive (+) welding
terminal for solid wires and gas shielded flux cored
wires. Refer to the electrode wire manufacturer for
the correct polarity.
9 Thermal overtemperature
light illuminatesduring
welding, but fan motor
continues to run.
The machine duty cycle
has been exceeded.
Allow the fan to run, to allow the machine to cool
down.
10 Thermal overtemperature
light illuminates in less
than 30 seconds during
welding
Fan has stopped run-
ning or fuse on PCB has
blown.
Have an accredited THERMAL ARC Service Agent
replace the fan motor or fuse.