08 mig welding (gmaw) variables, Mig welding (gmaw) variables -7 – Tweco FP-165 Mini MIG Portable MIG Welder User Manual
Page 38
OpERATION
FIREpOwER Fp-125, 135, 165
Operation
4-7
Manual 0-5123
4.08 MIG Welding (GMAW) Variables
Most of the welding done by all processes is on carbon
steel. The following items describe the welding variables
in short-arc welding of 24 gauge (0.024”, 0.6mm) to ¼”
(6.4mm) mild sheet or plate. The applied techniques and
end results in the GMAW process are controlled by these
variables.
pre-selected Variables
Pre-selected variables depend upon the type of material
being welded, the thickness of the material, the welding
position, the deposition rate and the mechanical proper-
ties. These variables are:
1. Type of electrode wire
2. Size of electrode wire
3. Type of gas (not applicable to self-shielding wires
FCAW)
4. Gas flow rate (not applicable to self-shielding wires
FCAW)
primary Adjustable Variables
These control the process after Pre-selected Variables
have been found. They control the penetration, bead
width, bead height, arc stability, deposition rate and weld
soundness. They are:
1. Arc Voltage
2. Welding Current (wire feed speed)
3. Travel Speed
Secondary Adjustable Variables
These variables cause changes in primary adjustable
variables which in turn cause the desired change in the
bead formation. They are:
1. Stickout—distance between the end of the contact
tube (tip) and the end of the electrode wire. Keep
this at about 3/8” (10mm) stickout (as shown in
Figure 4-8).
Gas Nozzle
Tip to Work
Distance
Contact Tip (Tube)
Electrode Wire
Actual Stickout
Average Arc Length
Art: A-05109
Figure 4-9: Electrode Stick-Out
2. Wire Feed Speed. Increase in wire feed speed in-
creases weld current. Decrease in wire feed speed
decreases weld current.
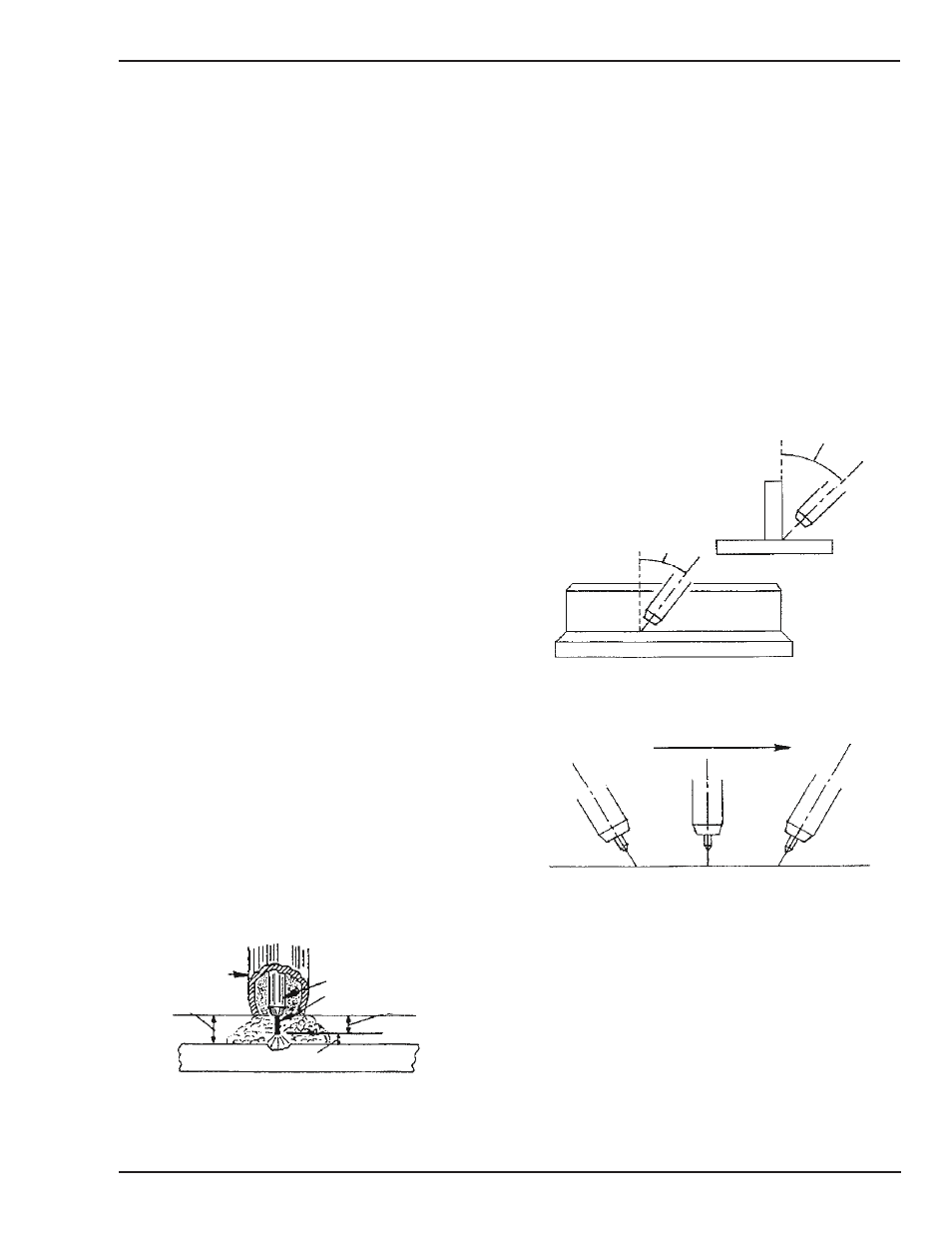
3. Nozzle Angle. (Figures 4-9 and 4-10) This refers
to the position of the welding gun in relation to
the joint. The transverse angle is usually one
half the included angle between plates forming
the joint. The longitudinal angle is the angle
between the center line of the welding gun and
a line perpendicular to the axis of the weld. The
longitudinal angle is generally called the Nozzle
Angle and can be either trailing (pulling) or leading
(pushing). Whether the operator is left-handed or
right-handed has to be considered to realize the
effects of each angle in relation to the direction
of travel.
Longitudinal
Angle
Transverse
Angle
Axis of Weld
Art: A-05110
Figure 4-10: Transverse and Longitudinal Nozzle Axes
Direction of Gun Travel
90º
Leading or "Pushing"
Angle (Forehand)
Trailing or "Pulling"
Angle (Backhand)
Art # A-05111
Figure 4-11: Nozzle Angle, Right-Handed Operator