Transarc 130i – Tweco 130i Transarc Service Manual User Manual
Page 30
TRANSARC 130i
INSTALLATION, OPERATION AND SETUP
4-6
Manual 0-5282
Post Flow
This parameter operates in TIG
mode only and is used to adjust the
post gas flow time once the arc has
extinguished. This control is used
to dramatically reduce oxidation of
the tungsten electrode.
Range is 0.0 to 30.0 seconds.
Factory default is 5.0 seconds.
5. Positive Welding Output Terminal
The positive welding terminal is used to connect the welding output of the power source to the electrode
holder lead or work lead. Positive welding current flows from the power source via this heavy duty bayonet
type terminal. It is essential, however, that the male plug is inserted and turned securely to achieve a
sound electrical connection.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused
in the bayonet terminal.
6. Negative Welding Output Terminal
The negative welding terminal is used to connect the welding output of the power source to the TIG
torch or work lead. Negative welding current flows to the power source via this heavy duty bayonet type
terminal. It is essential, however, that the male plug is inserted and turned securely to achieve a sound
electrical connection.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused
in the bayonet terminal.
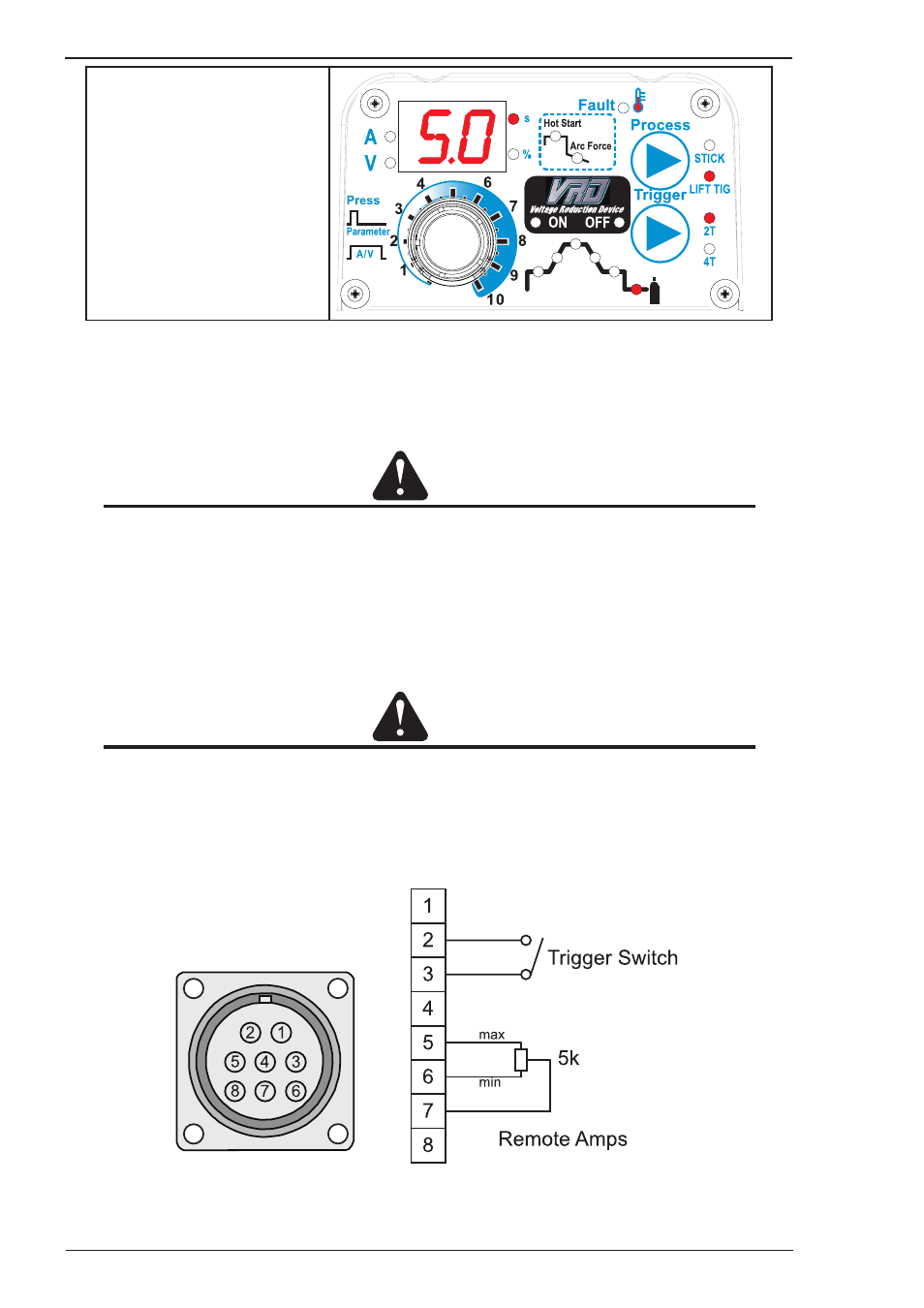
7. Remote Control Socket
The 8 pin Remote Control Socket is used to connect remote control devices to the welding power source.
To make connections, align keyway, insert plug, and rotate threaded collar fully clockwise.
A-11662
Figure 4-4: Remote Control Socket