16 polarity changeover, 16 polarity changeover -15, Fabricator 281 – Tweco 281 Thermal Arc Fabricator User Manual
Page 37
FABRICATOR 281
April 10, 2006
3-15
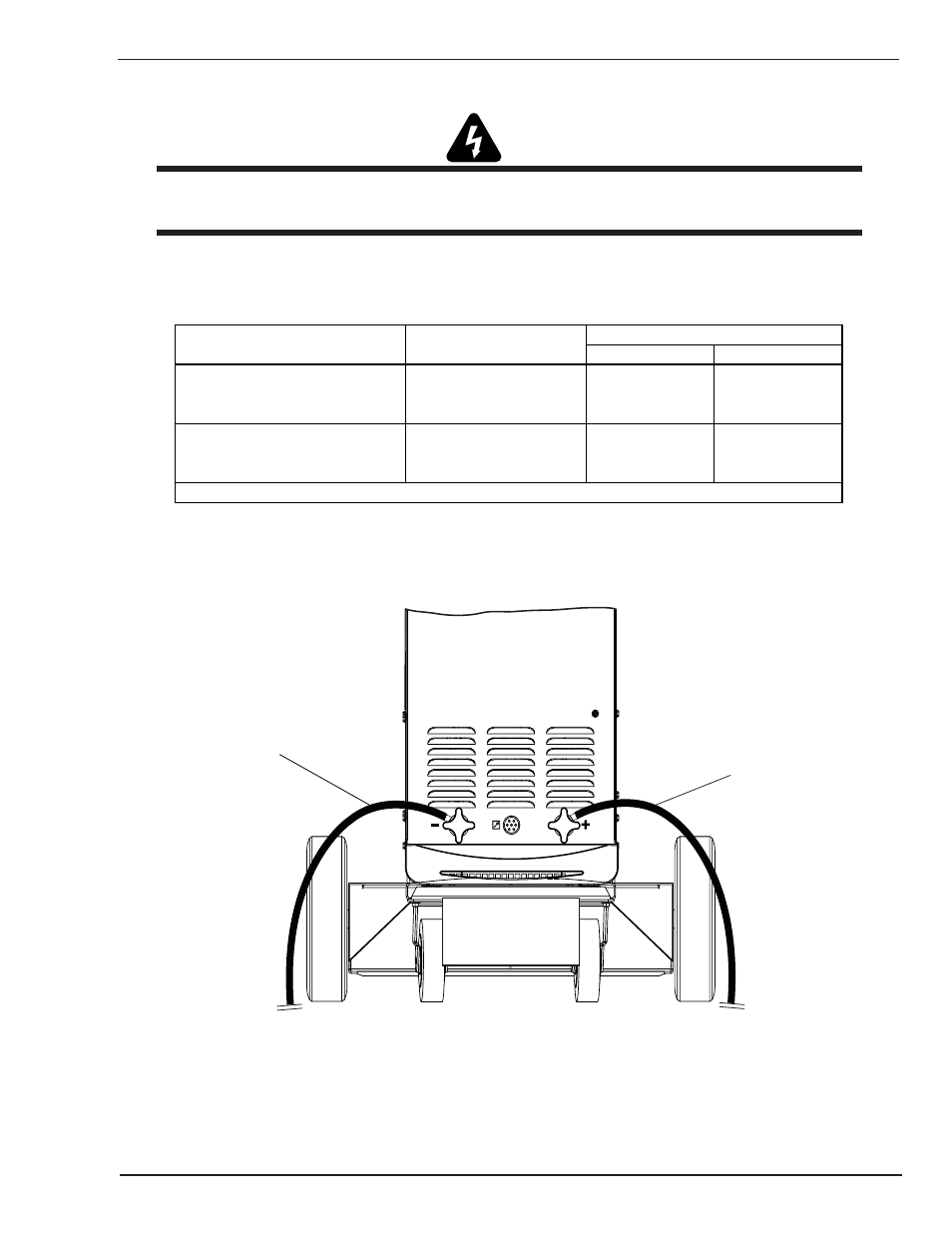
3.16 Polarity Changeover
WARNING
ELECTRIC SHOCK CAN KILL! Make certain the input power is disconnected from the power supply before
proceeding. Do not reattach the input power until told to do so in these instructions.
The output terminals are located on the front panel of the welding power source.
CABLE TO WIREFEEDER CABLE TO WORK
CABLE TO GUN
CABLE TO WORK
1. GMAW* – Steel, Stainless Steel,
Aluminum & gas shielded Flux
Cored electrode wires
1. D.C. Electrode Positive
(DCEP) – Reverse Polarity
1. Connected to (+)
Pos. output
terminal
1. Connected to (-)
Neg. output
terminal
2. FCAW* – Gasless Flux Cored
electrode wire
2. D.C. Electrode Negative
(DCEN) – Straight Polarity
2. Connected to (-)
Neg. output
terminal
2. Connected to (+)
Pos. output
terminal
CABLE CONNECTIONS
PROCESS
POLARITY
* Exception - Contact your filler metal supplier for the recommended polarity.
Table 3-3: Process Cable Connections
Art # A-07479
Cable from wirefeeder
connected to
+
terminal
Cable to work
Connected for D.C.
Electrode Positive
(DCEP) Welding
Figure 3-15: Polarity Connections for DCEP