13 wirefeeder drive roller pressure adjustment, 14 wire reel hub brake, Fabricator 281 – Tweco 281 Thermal Arc Fabricator User Manual
Page 35
FABRICATOR 281
April 10, 2006
3-13
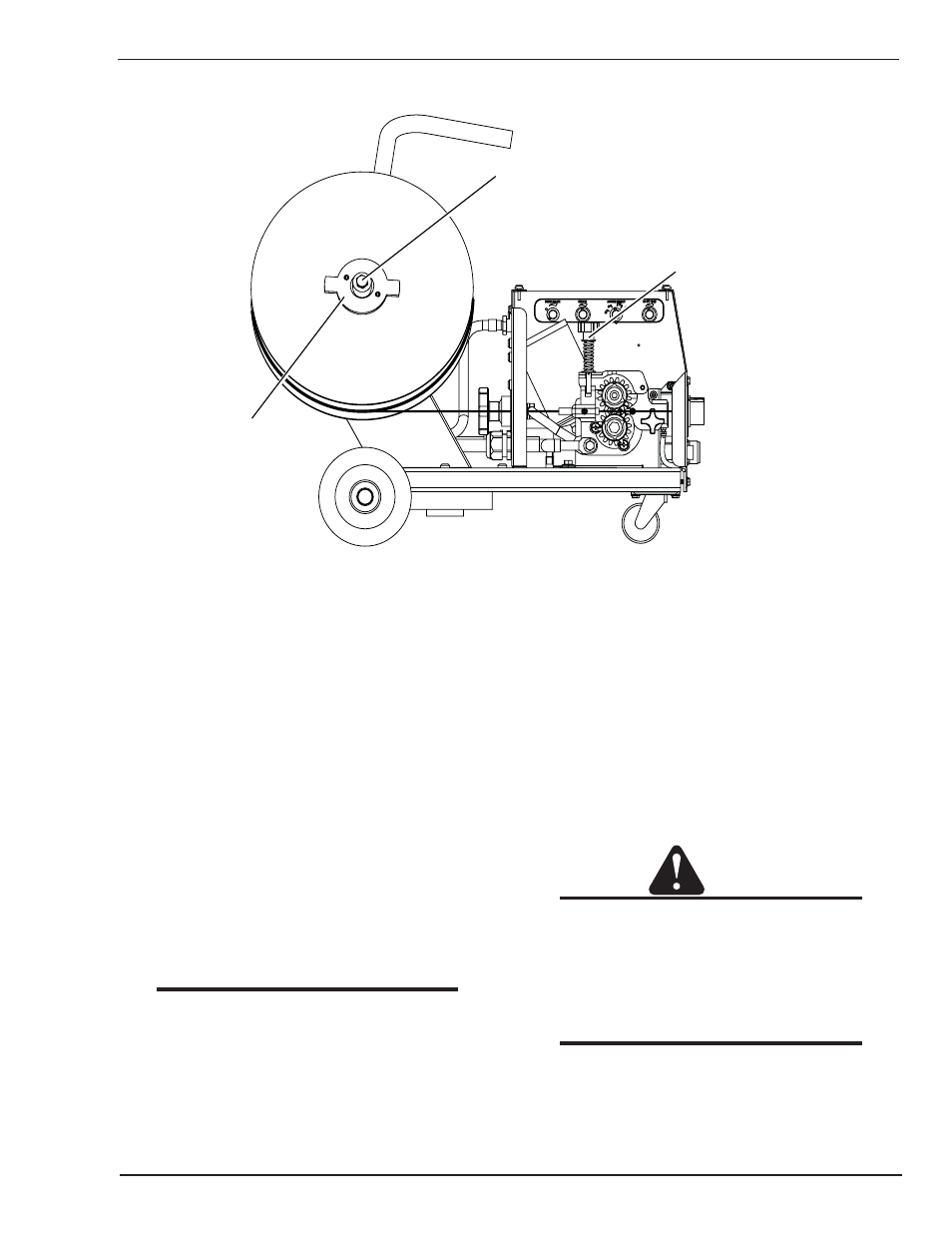
Spool Hub Brake Hex Head Bolt
Spool Hub Nut
Wire Drive
Pressure Adjusting Device
Art # A-07461
Figure 3-13: Wire Installed
3.13 Wirefeeder Drive Roller Pressure
Adjustment
The roller on the swing arm applies pressure to the
grooved roller via adjustable tension devise. The Tension
Adjuster should be set to a minimum pressure that will
provide satisfactory wire feed without slippage. If slipping
occurs, and inspection of the wire out of the MIG gun
reveals no deformation or wear, the conduit liner should
be checked for kinks or clogging from metal flakes. If
this is not the cause of slipping, the feedroll pressure can
be increased by rotating the Tension Adjusting knob
clockwise. The use of excessive pressure may cause rapid
wear of the feed roller, motor shaft and motor bearings.
NOTE
Genuine TWECO contact tips and liners should
be used. Many non-genuine liners use inferior
materials which can cause wire feed problems.
3.14 Wire Reel Hub Brake
The wire reel hub incorporates a friction brake which is
adjusted during manufacture for optimum braking. If it is
considered necessary, adjustment can be made by turning
the hex head bolt inside the open end of the wire reel
hub. Clockwise rotation will tighten the brake. Refer to
Figure 3-13 above.
CAUTION
Excessive tension on the brake will cause rapid
wear of mechanical wire feed parts, over
heating of electrical componentry and possibly
an increased incidence of wire Burnback into
the contact tip.
NOTE
Correct adjustment will result in the wire reel
circumference continuing no further than
3/4-inch (20mm) after release of the Gun
trigger switch. The wire should be slack
without becoming dislodged from the reel.