04 power source problems, Power source problems -4, Arc master 175 te service – Tweco 175 TE Arcmaster User Manual
Page 44: Tig welding problems continued
arc master 175 te
serVice
Service
5-4 Manual 0-5116
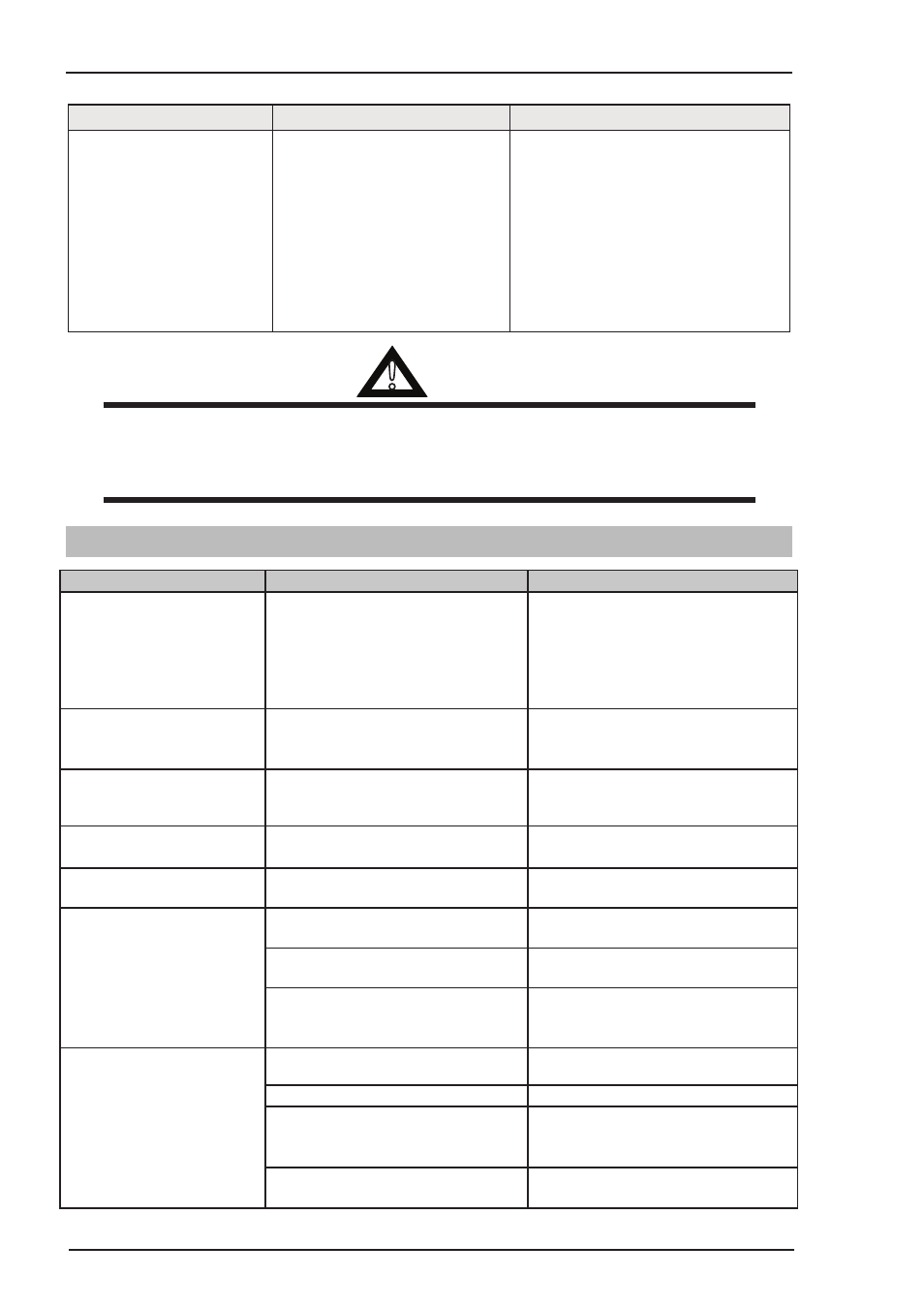
TIG Welding Problems Continued
Description
Possible Cause
Remedy
12. Arc start is not smooth.
A. Tungsten electrode is too large
for the welding cur-rent.
B. The wrong electrode is being
used for the welding job.
C. Gas flow rate is too high.
D. Incorrect shield gas is being
used.
E. Poor work clamp connection to
work piece.
A. Refer to section Tungsten Electrode
Current Ranges for the correct size.
B. Refer to section Tungsten Electrode
Types for the correct electrode type.
C. Select the correct flow rate for the
welding job.
D. Use 100% argon for TIG welding.
E. Improve connection to work piece.
!
WARNING
There are extremely dangerous voltages and power levels present inside this product. Do not attempt
to repair unless you are an Accredited Thermal Arc Service Agent and you have had training in power
measurements and troubleshooting techniques. If major complex subassemblies are faulty, then the
Welding Power Source must be returned to an Accredited Thermal Arc Service Agent for repair.
5.04 POWER SOURCE PROBLEMS
Description
Possible Cause
Remedy
A. The Primary supply voltage has not
been switched ON.
A. Switch ON the Primary supply voltage.
B. The Welding Power Source switch is
switched OFF.
B. Switch ON the Welding Power Source.
C. Loose connections internally.
C. Have an Accredited Thermal Arc
Service Provider repair the connection.
2. Maximum output welding
current cannot be achieved
with nominal Mains voltage.
Have an Accredited Thermal Arc
Service Provider inspect then repair the
welder.
3. Welding current reduces
when welding.
Ensure that the work lead has a positive
electrical connection to the work piece.
4. TIG electrode melts when arc
is struck.
Connect the TIG torch to the (-) VE
terminal.
5. Arc flutters during TIG
welding.
Select the correct size of tungsten
electrode.
A. Process selection switch is set to
Manual Arc or Lift TIG Mode.
A. Set process Selection Switch to HF TIG
Mode.
B. Torch Trigger Switch lead is
disconnected or switch/lead is faulty.
B. Reconnect or repair TIG torch trigger
switch/lead.
C. High Frequency Spark Gap too wide or
short circuited.
C. Have an Accredited Thermal Arc
Service Provider adjust spark gap to be
0.5 – 0.6mm.
A. Gas Regulator is turned off.
A. Turn Gas Regulator on.
B. Gas Hose is cut.
B. Replace Gas Hose.
C. Gas passage contains impurities.
C. Disconnect Gas Hose from the rear of
the power source then raise the gas
pressure and blow out impurities.
D. Torch Trigger Switch lead is
disconnected or switch/lead is faulty.
D. Reconnect or repair TIG torch trigger
switch/lead.
7. No Gas Flow when the TIG
Torch Trigger Switch is
depressed.
Defective control circuit.
Poor work lead connection to the work
piece.
TIG torch is connected to the (+) VE
terminal.
Tungsten electrode is too large for the
welding current.
The welding arc cannot be
established.
No High Frequency is
produced.
1.
6.