Arcmaster, 160 s, 04 power source features – Tweco 160 S Arcmaster User Manual
Page 25
ARCMASTER
®
160 S
March 31, 2006
4-3
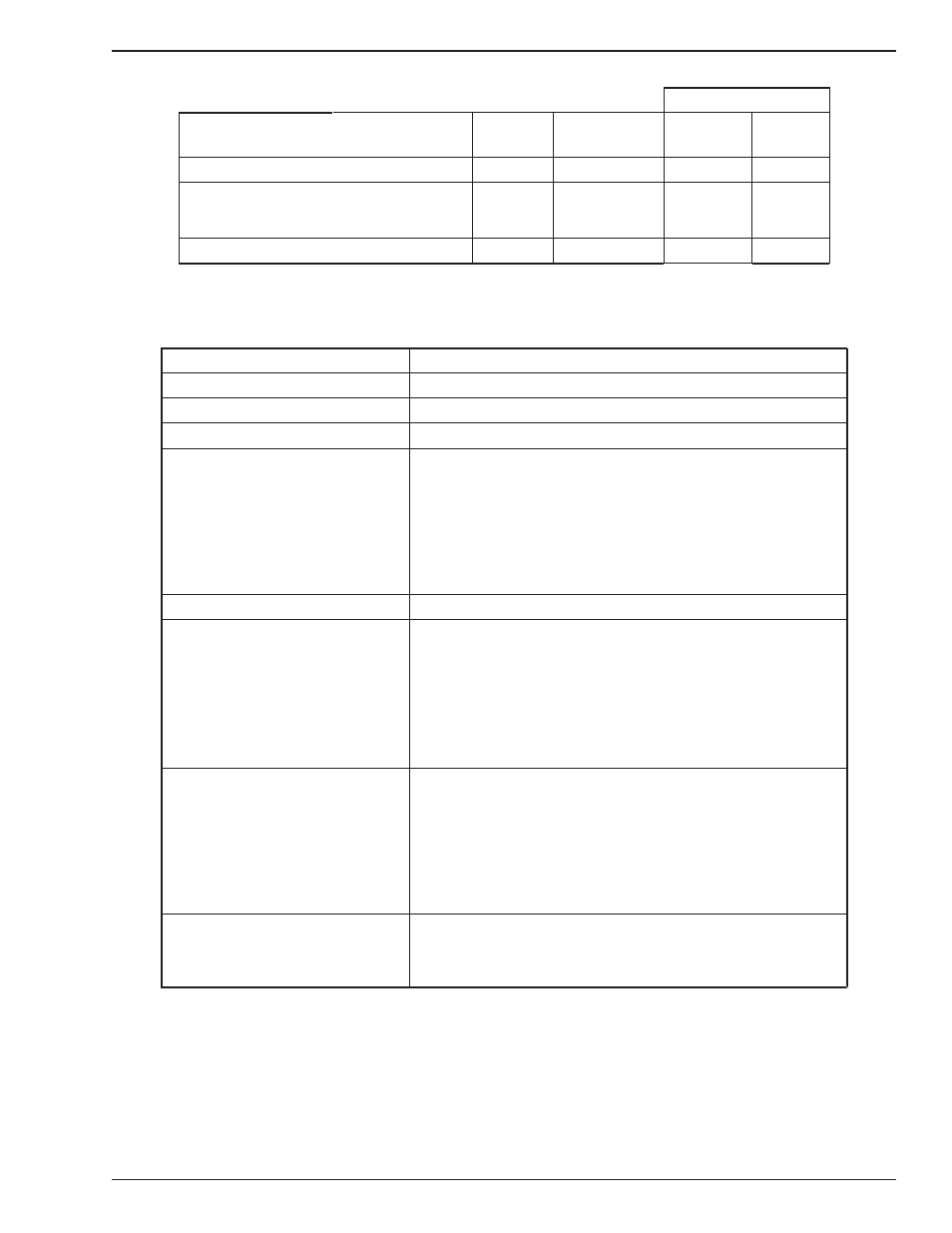
4.03 Weld Parameters for ArcMaster 160 S
Weld Mode
Weld
Parameter
Parameter Range
Factory
Setting
Incremental
Unit
STICK
LIFT TIG
HOT START
0 to 70A
20A
1A
Yes
No
WELD CUR
5 to 85A 115V
5 to 160A 230V
80A
1A
Yes
Yes
ARC CONTROL
0 to 100%
10%
1%
Yes
No
Table 4 – Weld Parameters for ArcMaster 160 S
4.04 Power Source Features
Feature
Description
New Digital Control
• Almost all welding parameters are adjustable
Touch Panel Switches
• Touch switches eliminate mechanical damage
Front Control Cover
• Protects front panel controls
Digital Meter
• Displays selected weld parameter value
• Displays weld current when welding
• Displays weld current for 20 seconds after weld has been
completed
• A selected weld parameter value can be adjusted at any time
even while welding
ON/OFF switch
• Primary voltage Supply ON/OFF switch located on rear panel
Voltage Reduction Device (VRD)
(shipped de-activated, Field Capable)
see Section 11 for Activation Instructions
Reduces the OCV when the power supply is not in use. Eliminates the
need for add on voltage reducers and has no effect on arc starting.
• VRD fully complies to IEC 60974-1
• When Stick mode is selected the green VRD light is ON when
not welding and red when welding.
• When in TIG modes VRD is off.
Control Knob
• For the selected weld parameter, rotating the knob clockwise
increases the parameter
• Rotating the knob counterclockwise decreases the parameter
• A selected weld parameter value can be adjusted at any time
even while welding
• Pushing the knob in displays actual arc voltage.
Self Diagnosis Using Error Codes
• An error code is displayed on the Digital Meter when a problem
occurs with Primary supply voltage or internal component
problems. Refer to troubleshooting guide.