Arcmaster, 160 s – Tweco 160 S Arcmaster User Manual
Page 20
ARCMASTER
®
160 S
March 31, 2006
3-2
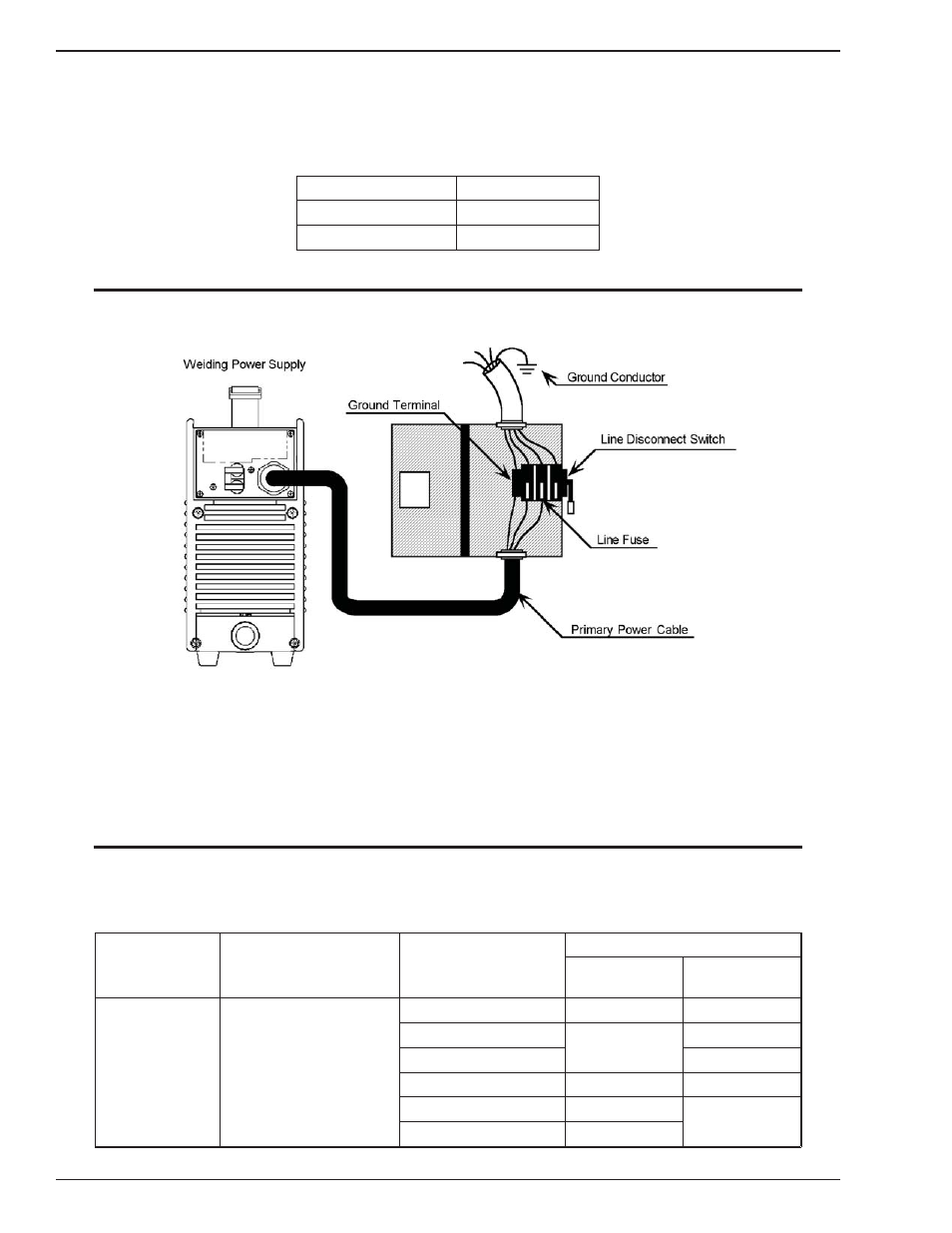
Refer to fi gure 3 and:
1. Connect end of ground (GREEN) conductor to a suitable ground. Use a grounding method that complies with all applicable
electrical codes.
2. Connect ends of line 1 (BLACK) and line 2 (WHITE) input conductors to a de-energized line disconnect switch.
3. Use Table 1 and Table 2 as a guide to select line fuses for the disconnect switch.
Input Voltage
Fuse Size
115 V
40 Amps
208-230 V
45 Amps
Table 1 - Electrical Input Connections
NOTE
Fuse size is based on not more than 200 percent of the rated input amperage of the welding power source (Based
on Article 630, National Electrical Code).
Figure 3 - Electrical Input Connections
• Input Power
Each unit incorporates an INRUSH circuit and input voltage sensing circuit. When the MAIN CIRCUIT SWITCH is turned on, the
inrush circuit provides a pre-charging of the input capacitors. SCR’s in the Power Control Assembly (PCA) will turn on after the
input capacitors have charged to full operating voltage (after approximately 5 seconds).
NOTE
Note the available input power. Damage to the PCA could occur if 460VAC or higher is applied.
The following 115/208-230V Primary Current recommendations are required to obtain the maximum welding current and duty
cycle from this welding equipment:
Model
Primary Supply Lead Size
(Factory Fitted)
Minimum Primary
Current Circuit Size
(Vin/Amps)
Current & Duty Cycle
TIG
STICK
ArcMaster 160 S
12/3 AWG minimum
115/23
85A @ 100%
-
208/28
160A @ 35%
-
230/25
-
115/40
-
85A @ 100%
208/44
-
160A @ 35%
230/39
-
Table 2 – 115/208-230V Primary Current Circuit sizes to achieve maximum current