Tweco Tri-Arc Serie User Manual
Page 88
4-6
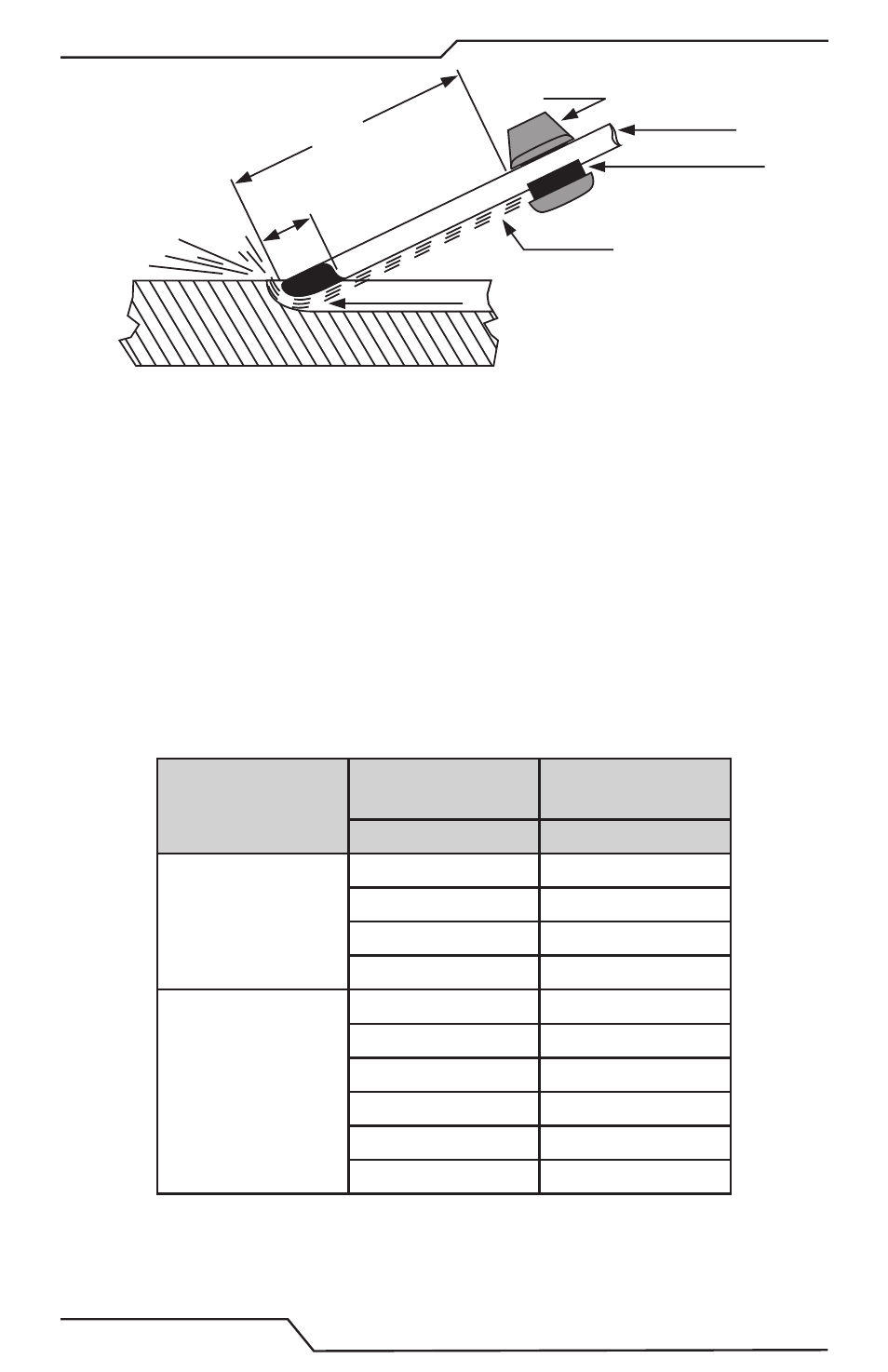
PROYECCIÓN DEL
ELECTRODO: MÁXIMO 7" (178 MM.)
SOPLETE
ELECTRODO
LAS CABEZAS DEL
SOPLETE (+)
AIRE 80PSI
RECORRIDO
PIEZA DE TRABAJO (-)
COBRE RETIRABLE
3/4" to 2"
SIEMPRE DEBAJO DEL ELECTRODO
Figura 4-18
5. Sujete el electrodo según se aprecia en la Figura 4-18 para que se extienda un máximo
de 7 pulg. (178 mm) desde la antorcha. Para el aluminio, esta extensión debe ser de
3” (76,5 mm).
6. Estando abierta la válvula de la antorcha, ajuste la presión del aire en la antorcha
dentro del rango d presiones normales, entre 80 psi (551,6 kPa) y 100 psi (690 kPa).
Pueden usarse presiones mayores pero no eliminarán el metal más eficientemente.
7. Ajuste la corriente de la soldadura (corriente constante) o el voltaje (voltaje constante),
dependiendo del tipo de fuente de energía que se utilice, de acuerdo con el rango de
corrientes recomendados para el diámetro del carbono que se utilice. Consulte la
tabla 4-2.
Soplete
Diámetro del
electrodo
DC Electrode DCEP
in (mm)
mín – máx
K-5
5/16 (7.9)
350 - 450
3/8 (9.5)
450 - 600
1/2 (12.7)
800 - 1000
5/8 (15.9)
1000 - 1250
Serie Tri-Arc
®
5/16 (7.9)
350 - 450
3/8 (9.5)
450 - 600
1/2 (12.7)
800 - 1000
5/8 (15.9)
1000 - 1250
3/4 (19.1)
1250 - 1600
1 (25.4)
1600 - 2200
Tabla 4-2: Rangos de Corriente Recomendada (en amperios) para Electrodos de Tipos y
Tamaños más Comunes