Tweco Tri-Arc Serie User Manual
Page 20
4-6
5. Hold the electrode as shown in Figure 4-18, so that a maximum of 7” (178 mm)
extends from the torch. This extension should be 3” (76.5 mm) for aluminum.
6. While the torch valve is open, adjust the air pressure at the torch to the normal
pres-
sures range between 80 psi (551.6 kPa) and 100 psi (690 kPa); higher pressures
may be used, but they do not remove metal more efficiently.
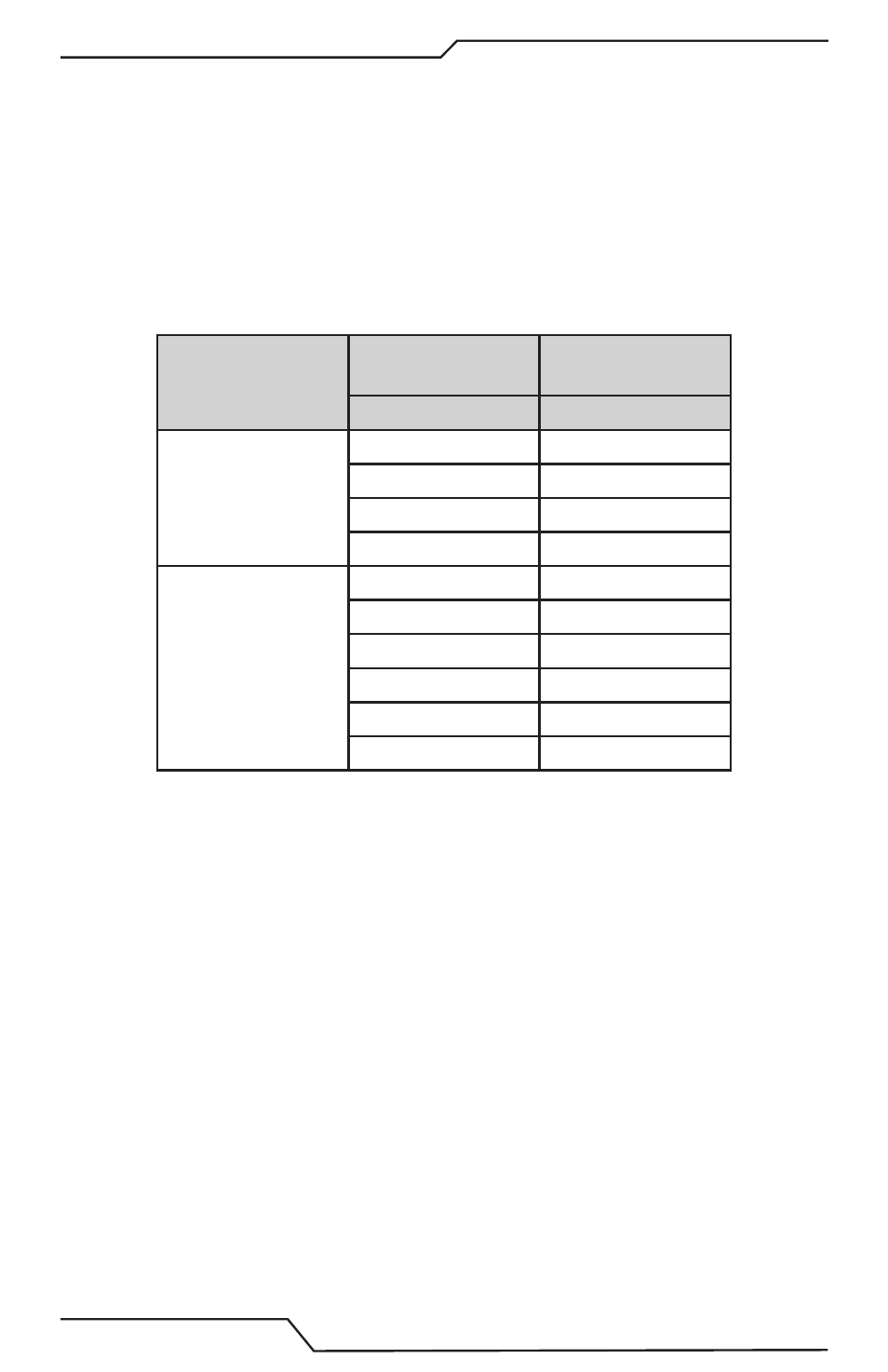
7. Adjust the welding current (Constant Current) or voltage (Constant Voltage), depend-
ing on the type of power supply being used, to the suggested current range shown
for the carbon diameter being used. Refer to Table 4-2.
Torch
Electrode
Diameter
DC Electrode DCEP
in (mm)
min - max
K-5
5/16 (7.9)
350 - 450
3/8 (9.5)
450 - 600
1/2 (12.7)
800 - 1000
5/8 (15.9)
1000 - 1250
Tri-Arc
®
Series
5/16 (7.9)
350 - 450
3/8 (9.5)
450 - 600
1/2 (12.7)
800 - 1000
5/8 (15.9)
1000 - 1250
3/4 (19.1)
1250 - 1600
1 (25.4)
1600 - 2200
Table 4-2: Suggested Current Ranges (AMP) for Commonly Used Electrode Types and Sizes
8. Turn on the air jet before striking the arc. Hold the torch between a 45˚ - 60˚ work
angle, so that the electrode slopes back from the direction of travel. The air jet sweeps
between the electrode and workpiece, providing the force to remove all molten metal
from the groove.
9. Lightly touch the electrode to the workpiece to establish the arc. Do not draw back the
electrode once the arc is ignited. When the correct arc voltage is being maintained,
the sound of the arc and the compressed air is loud. When the sound is muffled,
the arc voltage is below the recommended operating conditions. Normal arc voltage
with a handheld gouging torch is measured between 35 to 50 volts.
10. The groove’s depth is controlled by travel speed. Grooves up to 1” (25 mm) deep may
be made. However, the deeper the groove, the more experienced the operator needs to
be. Slow travel speeds produce deep grooves, and fast travel speeds produce shallow
grooves. The width of the groove is determined by the size of the electrode used and
is typically about 1/8” (3.2 mm) wider than the electrode’s diameter. A wider groove
may be made with a small electrode by oscillating in a circular or weave motion.