Mild steel, 100a, O2 plasma / air secondary – Tweco XTTM-301 User Manual
Page 79: Mild steel 100a o2 plasma / air secondary
Manual 0-4768
A-5
APPENDIX
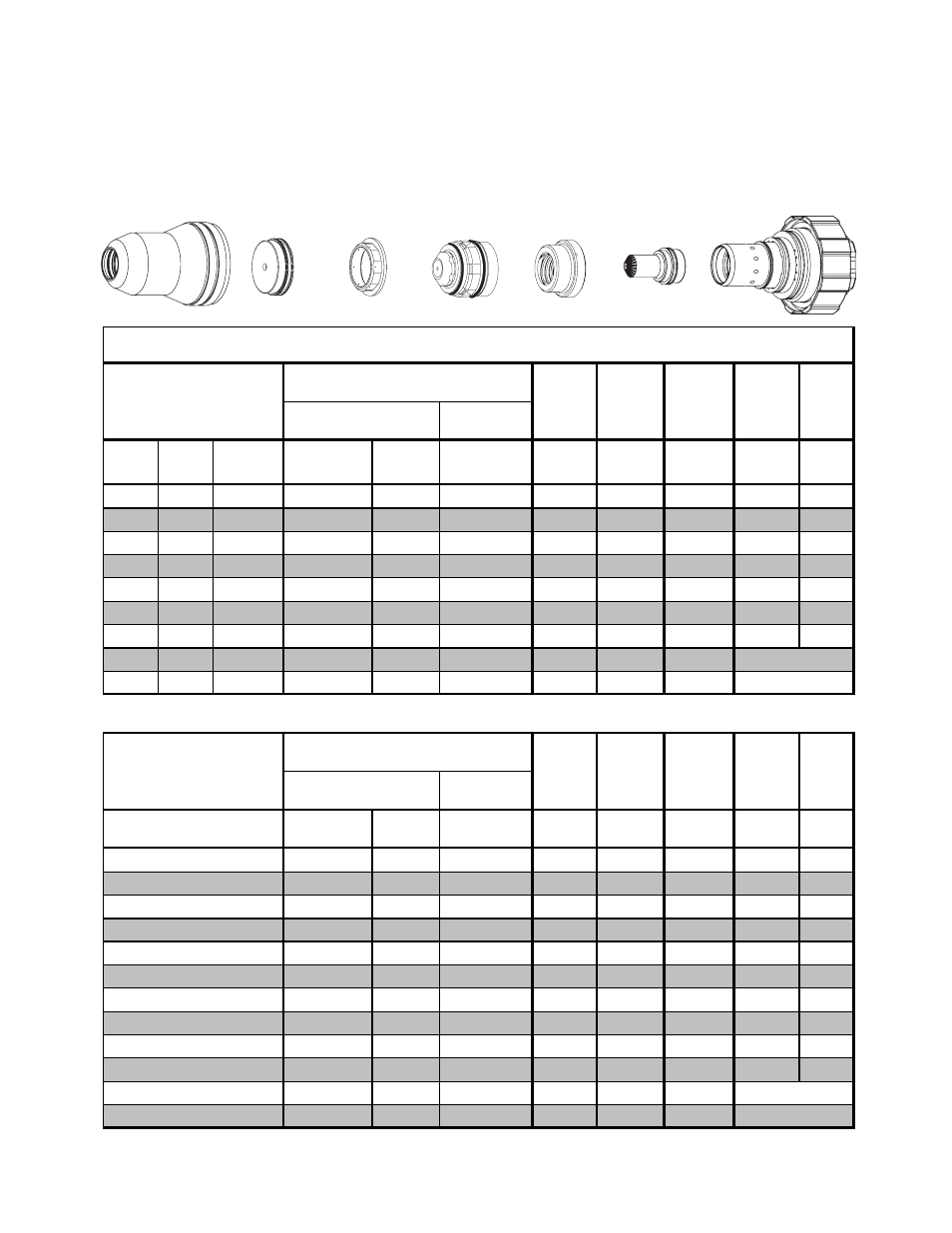
Mild Steel
100A
O2 Plasma / Air Secondary
Art # A-06742
Tip
35-1272
Electrode
Shield Cap
35-1027
35-1053
35-1071
35-1041
Cartridge
Shield Cup
35-1016
Plasma Gas Distributor
Shield Gas Distributor
35-1020
Shield (Air)
(ga)
(in)
(in)
Ball
psi
psi
(volts)
(in)
±0.005
(ipm)
(in)
(sec)
16
0.060
38
90
53
127
0.110
500
0.250
0.0
10
0.135
38
90
53
130
0.110
240
0.250
0.1
3/16
0.188
38
90
53
128
0.120
185
0.250
0.2
1/4
0.250
38
90
53
140
0.130
130
0.300
0.2
3/8
0.375
38
90
53
143
0.130
85
0.300
0.3
1/2
0.500
38
90
53
145
0.140
57
0.300
0.3
5/8
0.625
38
90
53
148
0.140
45
0.325
0.5
3/4
0.750
38
90
53
155
0.150
25
1
1.000
38
90
53
170
0.200
10
Shield (Air)
Ball
bar
bar
(volts)
(mm)
±0.125
(mm/min)
(mm)
(sec)
38
6.2
3.7
127
2.8
12780
6.4
0.0
38
6.2
3.7
128
2.8
11050
6.4
0.0
38
6.2
3.7
129
2.8
7580
6.4
0.1
38
6.2
3.7
129
2.8
5500
6.4
0.1
38
6.2
3.7
130
3.1
4500
6.4
0.2
38
6.2
3.7
137
3.3
3610
7.6
0.2
38
6.2
3.7
142
3.3
2640
7.6
0.3
38
6.2
3.7
143
3.3
1950
7.6
0.3
38
6.2
3.7
145
3.6
1580
7.6
0.3
38
6.2
3.7
147
3.6
1230
8.3
0.5
38
6.2
3.7
157
3.8
580
38
6.2
3.7
169
5.1
280
100A MS (O2/Air)
Initial
Piercing
Height
Pierce
Delay
Edge Start
10
8
6
5
** Arc
Voltage
Torch
Working
Height
Edge Start
Edge Start
Edge Start
Pierce
Delay
Initial
Piercing
Height
25
20
15
12
3
Cut Flow Rates / Pressures
Cut Flow Rates / Pressures
Plasma (O2)
1.5
Material
Thickness
(mm)
2
Plasma (O2)
Bold type indicates maximum piercing parameters. Bold Italic indicates edge starts only.
** Arc
Voltage
Torch
Working
Height
Travel
Speed
Material
Thickness
Travel
Speed
4