Operation, 1 operating controls, 2 pre-operation set-up – Tweco PAK 10 User Manual
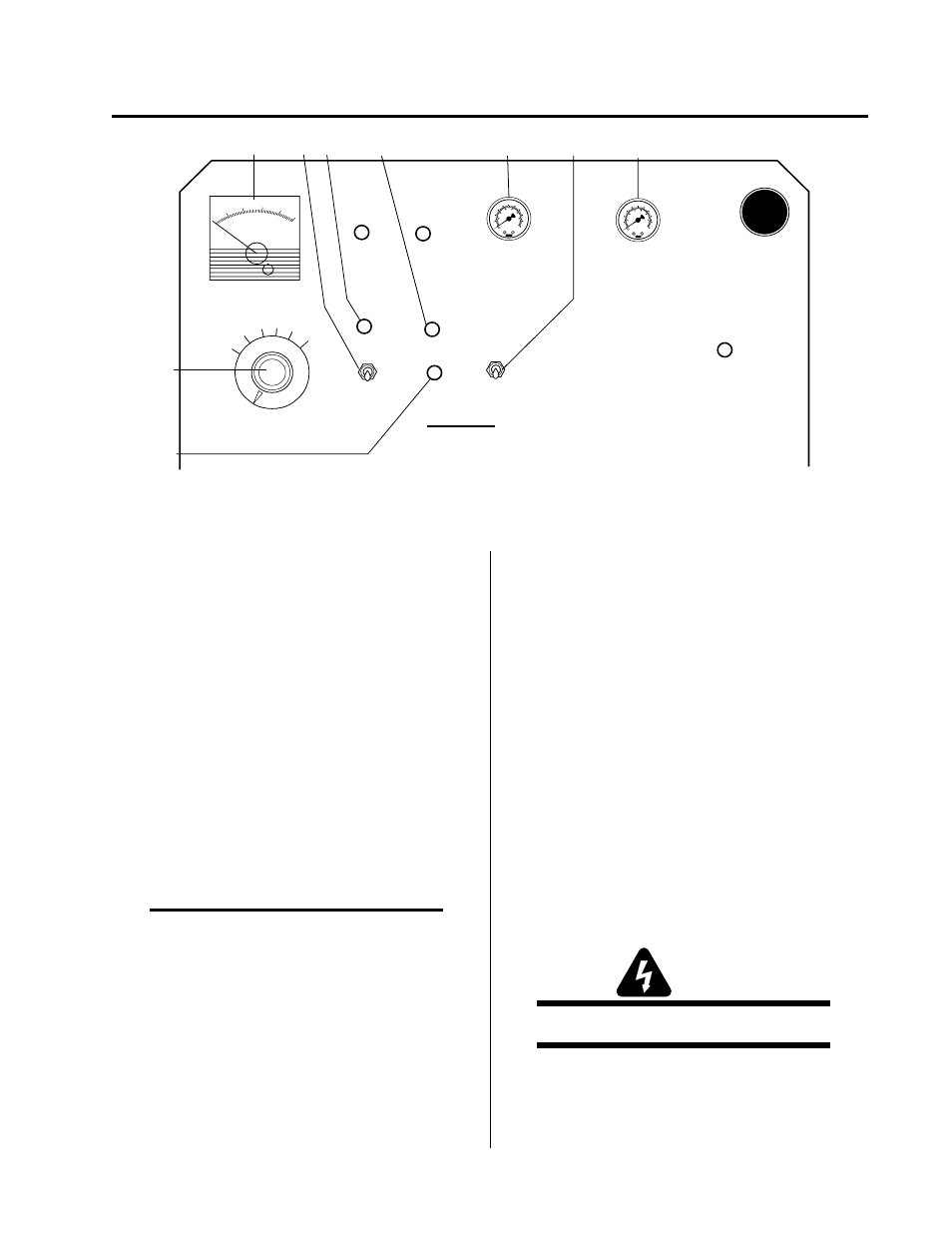
Page 21: Thermal arc pak 10, Figure 3-a pak 10 control unit operating controls
Manual No. 0-0515
9
Operation
3.1
OPERATING CONTROLS
1. Current Adjust Knob
Select desired cutting current. Calibrated from Min.
up to 100 amps.
2. Ammeter (A)
Indicates amperage supplied to torch.
3. READY Indicator (LT3)
Amber light indicates that the ON/OFF switch is
ON and that lead connection access door is closed.
4. AC POWER Indicator (LT1)
Red light indicates that 3 phase AC power is being
supplied to the system.
NOTE
Fan is on when this light is on.
5. PLASMA GAS
Indicates pressure at which plasma gas is being sup-
plied to the torch.
6. SECONDARY GAS
Indicates pressure at which secondary gas is being
supplied to the torch.
7. RUN/SET Switch (SW2)
Move up to RUN position for torch operation. Move
down to SET position for purging gas lines and set-
ting gas pressures with external regulators.
8. DC Power Indicator (LT2)
Red light indicates that main contactor (W) has
closed to supply current to the main bridge rectifier
and that cutting current is available.
9. ON/OFF Switch (SW1)
Move up to ON position to activate the control cir-
cuits. Move down to OFF position to deactivate
control circuits.
3.2
PRE-OPERATION SET-UP
This procedure should be followed at the beginning of
each shift:
WARNING
Check to be sure main disconnect switch is open.
l. Check the torch to be sure it has the proper compo-
nents and is adjusted correctly. (Refer to Section 4.1).
2. Close the main disconnect switch supplying 3- phase
power to the unit.
OPERATION
40
20
100
80
60
2
1
3
4
5
6
bar
psi
AMPERES
D.C.
CURRENT
50
60
70
80
90
100
40
20
100
80
60
2
1
3
4
5
6
bar
psi
PLASMA GAS
SECONDARY GAS
TORCH
1FU
2FU
10A
5A
ON
OFF
RUN
SET
AC POWER
DC POWER
REMOTE
CURRENT CONTROL
3
9
5
4
1
2
6
7
8
Thermal Arc PAK 10
CUTTING SYSTEM
MIN.
A-03309
Figure 3-A PAK 10 Control Unit Operating Controls