07 system operation, 07 system operation -8 – Tweco 1000 Merlin(Dec2004) User Manual
Page 44
OPERATION
4-8
Manual 0-2708
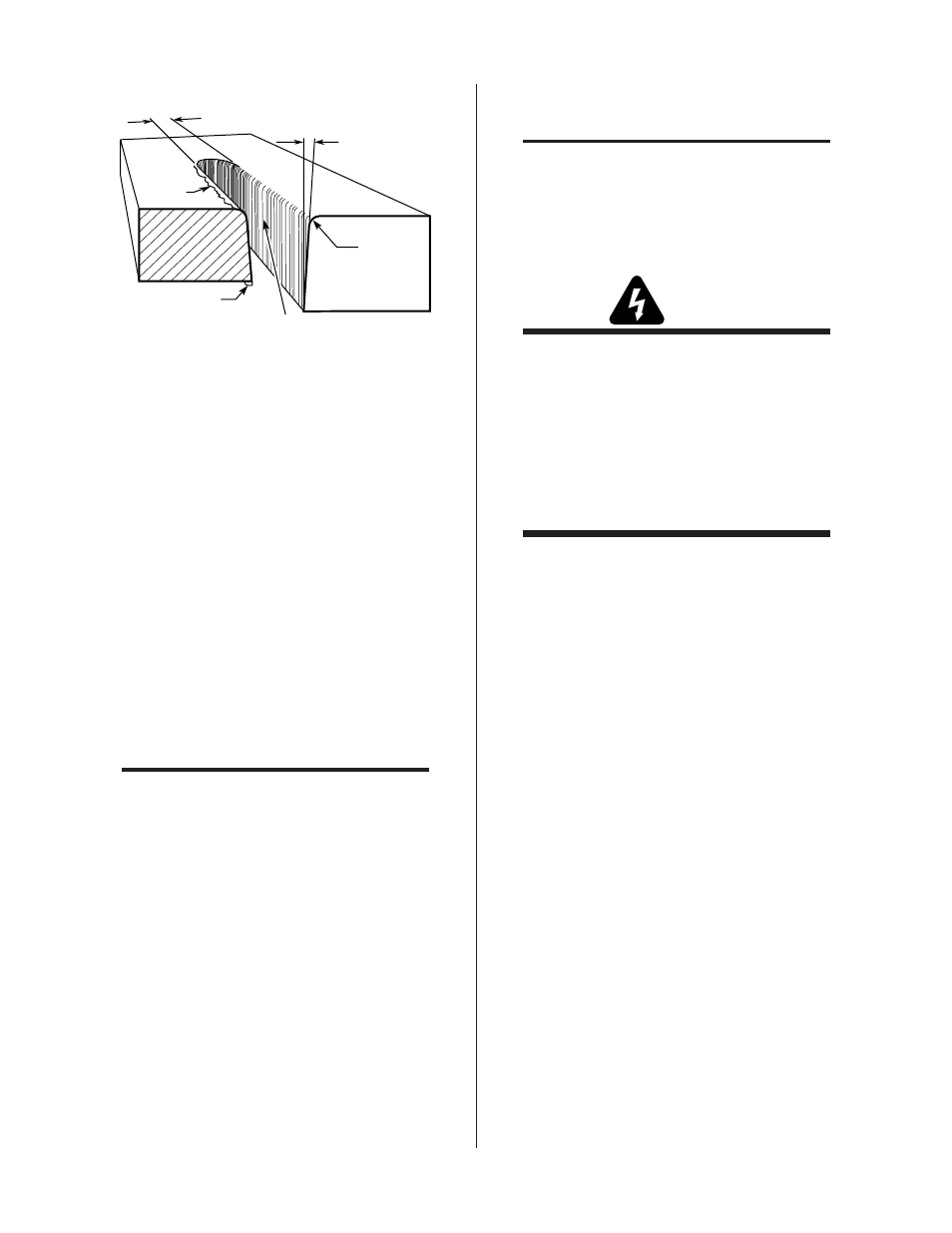
Kerf Width
Cut Surface
Bevel Angle
Top Edge
Rounding
Cut Surface
Drag Lines
Dross
Build-Up
Top
Spatter
A-00007
Figure 4-7 Cut Quality Characteristics
Cut quality will vary on different types of and material
thicknesses. The following table shows the cut quality
that can be expected from this equipment for materials
with a thickness from gage to 1/2 inch (12.7 mm):
Description of Cut Characteristics
Excellent
- Minimum bevel (0 - 4°), minimum kerf (2 x
tip orifice diameter), little or no dross, smooth
cut surface.
Good
- Slight bevel (0 - 10°), slightly wider kerf (2-1/2 x
tip orifice diameter), some dross (easily re-
moved), medium-smooth cut surface, slight top
edge rounding.
NR
- Excessive bevel (over 10°), wide kerf (over 2-1/2 x
tip orifice diameter), medium to heavy dross, rough
cut surface, top edge rounding.
NOTES
Cut quality depends heavily on set-up and param-
eters such as torch standoff, alignment with the
workpiece, cutting speed, gas pressures, and op-
erator ability.
4.07 System Operation
NOTE
Frequently review the safety precautions in Sec-
tion 1.
This section contains operating information which is specific
to the power supply. Detailed operating information for torches
can be found in the appropriate Torch
Instruction Manual.
WARNINGS
Disconnect primary power at the source before
assembling or disassembling power supply, torch
parts, or torch and leads assemblies, or adding cool-
ant.
It is not enough to simply move the ON/OFF
switch on the unit to OFF position when cutting
operations have been completed. Always open the
power supply disconnect switch five minutes after
the last cut is made.
A. Operational Suggestions
The suggestions below should be followed in all cutting
and gouging operations:
1. Wait five minutes before setting the ON/OFF switch
to OFF after operation. This allows the cooling fan to
run to dissipate operating heat from the power sup-
ply.
2. For maximum parts life, do not operate the pilot arc
any longer than necessary.
3. Use care in handling torch leads and protect them from
damage.
4. In continuous cutting applications using CO2, it is of-
ten necessary to manifold four to six cylinders together
to maintain adequate flow at operating pressures.
5. When using water as the secondary note the follow-
ing:
• Use clean drinking quality tap water to help pre-
vent particulate build-up within the system wa-
ter secondary plumbing.
• Particulate contamination and bulid-up can cause
reduced consumable parts life and premature
torch failure.
• A cartridge type particulate water filter may as-
sist in achieving optimum cutting performance.