Cleaning the nozzle – Afinia H479 3D User Manual
Page 32
Afinia H-Series 3D Printer User’s Manual
32
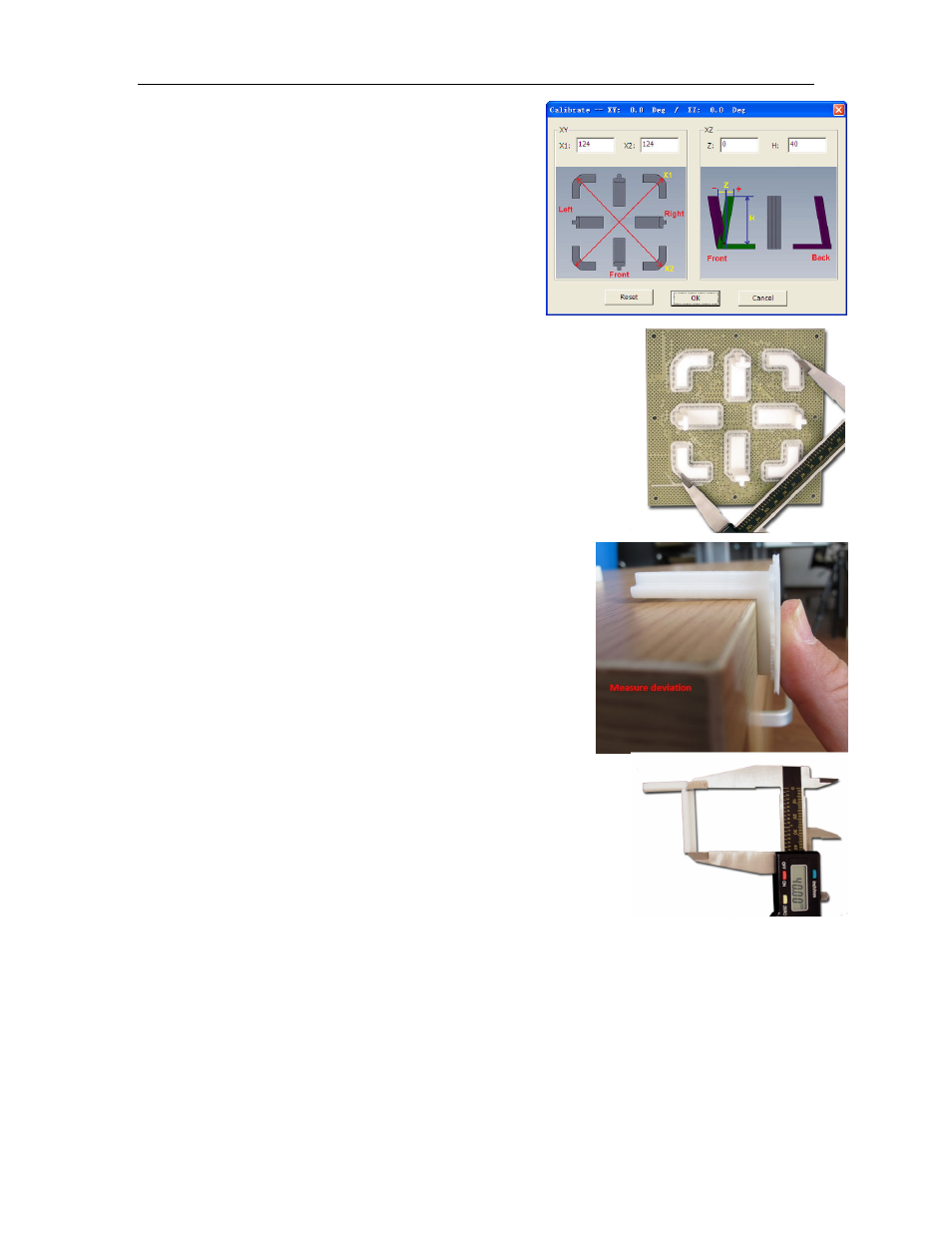
Open the Calibrate dialog from the 3D Print menu.
Measure the X1 and X2 length, as shown in the pictures
below.
IMPORTANT NOTE: Before you enter any new
calibration values, always click the Reset button,
otherwise the new values get added to the old ones.
Before you enter any new values, the bar at the very top
of the screen should read: XY: 0.00 deg / XZ: 0.00 deg.
Measure the calibration print from front left to rear right corners of the
printed parts on the platform to determine the X1 measurement, and
the rear left to front right to determine the X2 measurement.
Be sure that you are not including the raft or support material when
taking these measurements!
Enter the measured X1 and X2 values into the appropriate boxes.
Next, carefully remove the Front Center ‘L’ shaped component
from the platform and check the inside angle. If it is not 90º,
measure the exact distance in millimeters that the end of the
long arm of the part would need to move to get the angle to be
90º and enter that distance into the Z box. If the angle is less
than 90º, the value to be put into the Z box will be a positive
value. If the angle is more than 90º, the value to put into the Z
box will be a negative value. For example, if the end of the
long arm is 1.3 mm above the surface, enter
-1.3
in the Z box.
Finally, measure the long arm of the Front Center component from the
inside of the angle to the end, which should be 40mm at full scale. Enter
the exact measured value into the H box of the Calibrate dialog box.
Click OK to record all these values and exit the calibration window.
Cleaning the nozzle
After a lot of printing, the nozzle may be covered with a layer of oxidized filament material. When
the printer is printing, this oxidized material may melt on the nozzle, and may create discolored
spots in the model or even clog the nozzle. To avoid this you need to regularly clean the nozzle.
Preheat the nozzle as the first step in order to melt the oxidized filament. Click the To Bottom
button on the Maintenance dialog box, and then click the Extrude button. Wait until the material
is finished extruding, then remove any extruded filament from the nozzle.
Use a heat-resistant material such as 100 percent cotton cloth or soft paper and a pair of pliers.
With the material between the pliers and the nozzle, apply gentle pressure with the pliers and turn
the pliers to remove the oxidized filament material. Do not apply heavy pressure!
Checking the X1 Measurement