Afinia H479 3D User Manual
Page 25
Afinia H-Series 3D Printer User’s Manual
25
Support Settings
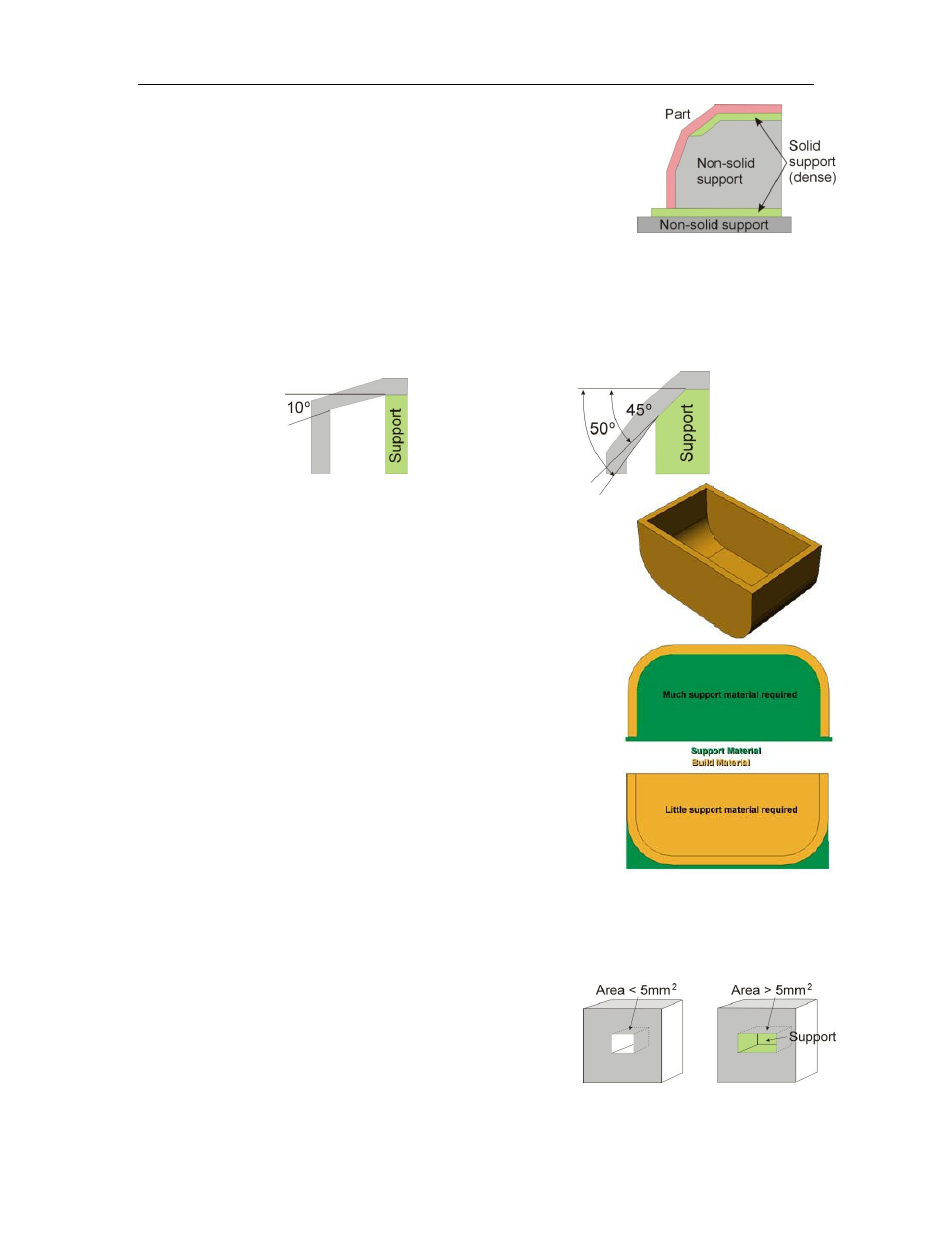
Dense
This represents how many layers of dense support material is printed
directly beneath the model. The greater the number of dense support
layers, the more stable the print will be but the support will be more
difficult to remove.
Angle
The Support Angle setting specifies the maximum Angle at which support material will be printed.
If the angle from horizontal is smaller than the selected setting, the printer will add solid support
layers under the part surface.
For example, if the setting is
10 Deg
, only surfaces that are within 10 degrees from horizontal will
be printed with support material to hold them up. Increasing the setting to
50 Deg
will result in
support material being printed for surfaces that are within 50 degrees from horizontal.
Increasing this value will add more material and time to the print.
Decreasing this value may result in poor printing of overhanging
surfaces.
There is a balance between minimizing the amount of support
material and maintaining the quality of the part, as well as minimizing
the difficulty of removing support material.
The orientation of the part on the print platform is critical in
determining both how much support material gets used and how
difficult the support material will be to remove.
As a general rule, it is easier to remove support material from the
outside of a part than from the inside. As can be seen in the picture
to the right, the part would use a lot more support material if printed
with the opening facing downwards than if it were facing upwards.
Space
This setting specifies the distance between the lines of non-solid support material. Changing this
parameter changes the balance between the quantity of support material used, ease of support
material removal, and part print quality. Only advanced users should change the Space setting.
Area
This setting specifies the surface area above which support
material is printed. When you choose
5 mm
2
, for example,
there will be no support if the overhanging area is less than
5mm
2
. While a little material is saved and a slightly faster
print speed is achieved when this setting is increased, the
stability of the part may be reduced during printing.
Angle set to > 10º
Angle set to > 50º