Assembly, Testing, Assembly -9 testing -9 – JLG T350 Service Manual User Manual
Page 151
SECTION 5 - HYDRAULICS
3121198
– JLG Lift –
5-9
Assembly
INSPECT ALL COMPONENTS AS DESCRIBED UNDER INSPEC-
TION. CLEAN ALL COMPONENTS WITH A LINT-FREE CLOTH. THE
BARREL SHOULD BE FLUSHED OUT AND DRAINED. COM-
PRESSED AIR MUST BE USED TO BLOW OUT THE BARREL BORE
AND ALL PORTS. LUBRICATE ALL SEALS WITH HYDRAULIC
FLUID PRIOR TO ASSEMBLY.
HEAD GLAND ASSEMBLY
1. Install rod seal. Check for proper orientation.
2. Install wear rings on gland ID if required.
3. Rod wipers are installed by snapping the wiper into
the groove.
4. Install the backup ring and o-ring with the backup
ring nearest the head gland threads.
PISTON ASSEMBLY
1. Install wear ring(s) onto piston.
2. Install piston seal into central groove on piston OD.
A clean, small cross-section o-ring or a thin elastic
bland may be wrapped around seal to help stretch it
over the piston.
3. Install piston seal backup rings on both sides of
seal. Make sure the backup rings are oriented so
that lips on the side lock into grooves in the sides of
the seal.
ROD, GLAND, PISTON ASSEMBLY
1. Lubricate ID of head gland assembly with hydraulic
fluid, and slide onto rod (rod wiper end first) using
caution not to damage rod wiper or seal on rod end.
2. Slide stop tube (if equipped) onto rod. Do not
scratch rod chrome.
3. For JLG p/n 1684402 piston with threaded ID, apply
Loctite #7471 (Primer-T) to piston and rod threads.
Allow primer to evaporate then apply two beads of
Loctite #222 Thread Adhesive axially across the
threads of the piston ID.
4. Screw threaded piston onto rod end and torque to
100 ft.lbs. (136 Nm). An optional method for tighten-
ing the threaded piston is to turn until the piston bot-
toms out, then set in place by hitting the spanner
wrench handle with a hammer; the piston should
rotate slightly.
5. For all non-threaded pistons, install the piston
assembly onto the threaded end of the rod. Torque
the locknut to the following specification:
FINAL ASSEMBLY
1. Ensure all rags, etc. are removed from the barrel
bore. Apply Loctite #7471 (Primer-T) to the barrel
bore and gland threads. Lubricate the barrel bore
and piston assembly with hydraulic fluid. Avoid get-
ting any oil on the barrel threads.
2. Align the rod with the barrel assembly. Insert the pis-
ton into the barrel opening. Use care to avoid dam-
aging the wear rings, seals, and piston surface on
the barrel.
3. Lubricate the o-ring and backup ring on the head
gland using hydraulic fluid. Avoid getting oil on the
threads. Apply two beads of Loctite #222 Thread
Adhesive axially across the head gland threads.
Screw the gland into the barrel and torque to 100
ft.lbs. (135 Nm). An optional method for tightening
the head gland is to turn until the head gland bot-
toms out, then set in place by hitting the spanner
wrench handle with a hammer, the head gland
should rotate slightly.
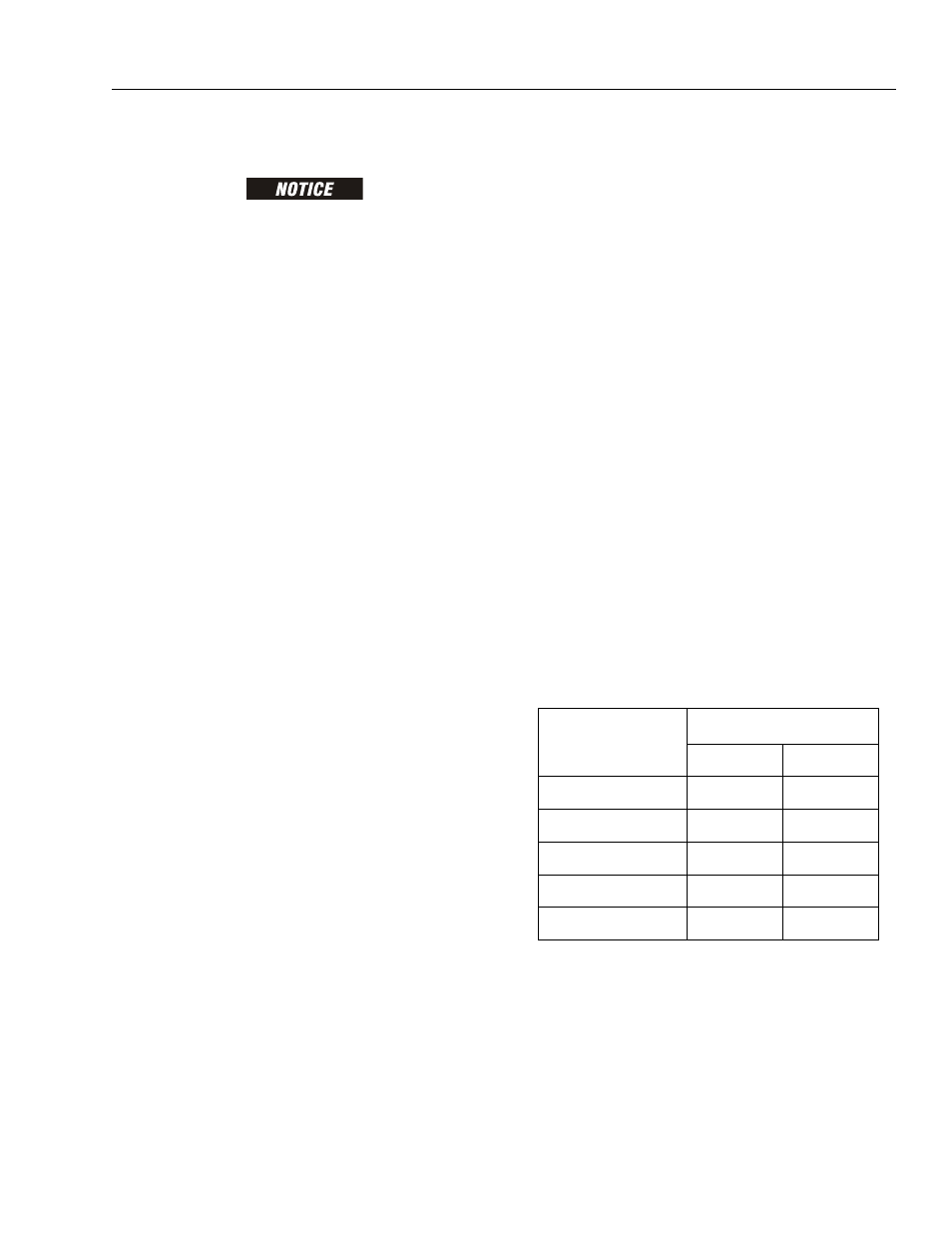
Testing
1. Set the test apparatus to test the pressures as listed
below.
2. Connect pressure lines to the proper ports.
3. Extend and retract the cylinder to full stroke position
three times.
4. Check for leakage in each position at all weld joints,
between the head gland and the barrel, and
between the head gland and rod.
5. Drain all hydraulic fluid and cap or plug all ports.
Cylinder
Torque
Telescope, Slave, Master
350 ft.lbs. (475 Nm)
Lift
150 ft.lbs. (203 nm)
Cylinder
Working Pressure
PSI
Bar
Telescope
1000
69
Slave
1050
72
Master
1050
72
Lift 2500
172
Outrigger
2400
165