ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 55
ENGLISH
53
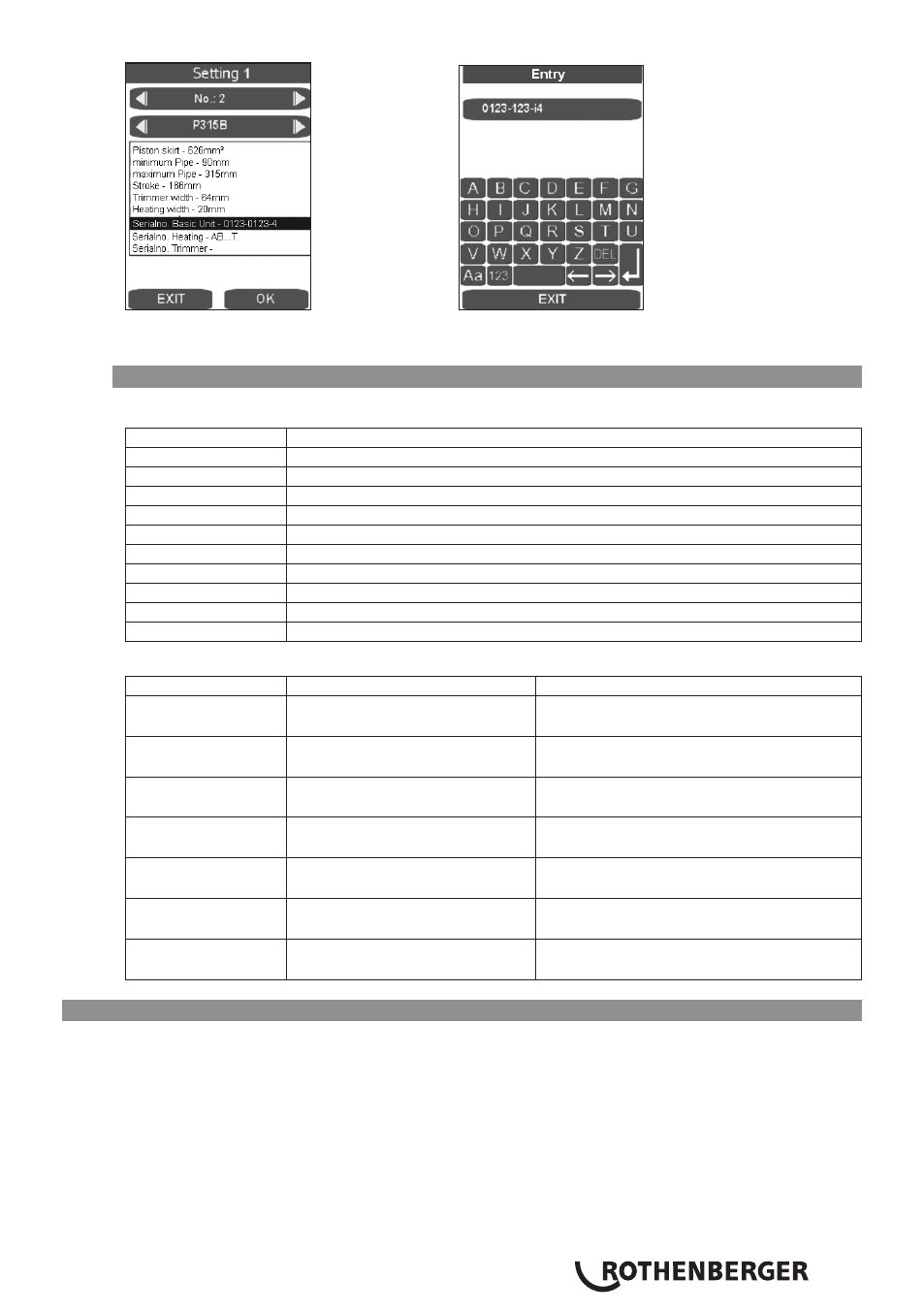
Pressing on the corresponding display field brings up the entry form. The data can be deleted
with DEL and reentered. These data are later placed into the log.
3.8 Error messages
Touch PC and log:
Error message
Description
Code 1
Equalization pressure too high
Code 2
Equalization pressure too low
Code 4
Warm-up pressure too high
Code 64
Changeover time too long
Code 128
Pressure dissipation time too long
Code 256
Joining pressure too high
Code 512
Joining pressure too low
Code 2048
Heating element too cold
Code 4096
Interruption by operator
Code 131072
Heating element too hot
Controls:
Error message
Description
Troubleshooting
SER
Service date reached, service
due
Have service performed
ERR1
Absolute pressure not
reached
Check oil level, check pressure sensor,
defective valve, defective motor
PE-2
Pressure sensor -24V
defective
Replace pressure sensor
ERR5
Oil temperature 70°C – Stop!
Wait until the oil temperature is below
50°C
HE-1
Heating element not
connected, sensor break
Replace the sensor
HE-0
Heating element too hot
Remeasure temperature, check
settings, replace sensor
HE-2
Heating element too cold
Remeasure temperature, check
settings, replace sensor
4
Care and maintenance
To ensure that the welding machine functions properly, observe the following maintenance
recommendations:
• The guide rods must be kept free of dirt and grime. Replace guide rods whenever surface
shows signs of erosion or damage, otherwise hydraulic system may loose pressure.
• To achieve perfect welding results, it is essential to keep the heating plate clean. If the surface
is damaged or shows signs of erosion, the surface must be recoated or replaced. Material
residues on the heating plate surface reduces the non-sticking properties of the coating.
Remove all residues with non-linting paper and alcohol (heating plate must be cool!).