ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 383
SLOVENSKÝ
381
Stlačte textové pole, obrobky sa spoja a zmeria sa vlečný tlak
.
Nameraný vlečný tlak bude automaticky pridaný ku kontaktnému tlaku, tlaku vyhrievania
a tlaku spojovania.
Udržiavajte bezpečnú vzdialenosť od stroja, do stroja sa nestavajte ani
nesiahajte. Nedovoľte ostatným osobám priblížiť sa do pracovnému priestoru.
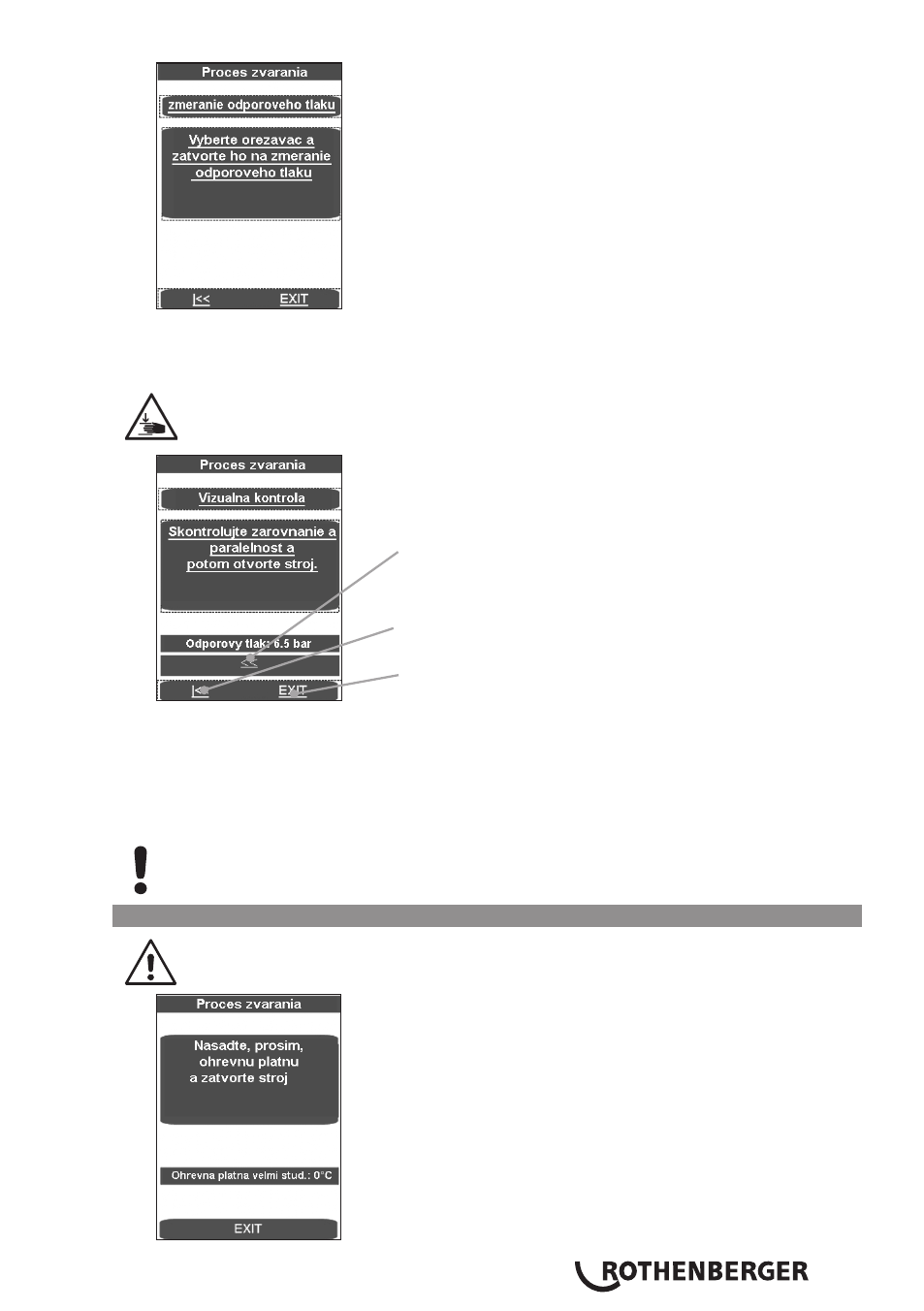
Skontrolujte, či sú rúry pevne umiestnené v upínacích prvkoch, či sú zvárané plochy
rovno, paralelné a axiálne súosové
.
V prípade, že tomu nie je tak, frézovanie musíte zopakovať. Axiálne predsadenie medzi
koncami obrobkov nesmie byť (podľa DVS) väčšie ako 10 % hrúbky steny a max. medzera
medzi rovinnými plochami nesmie byť väčšia ako 0,5 mm. Pomocou čistého nástroja
(napr. štetec) odstráňte triesky, ktoré sa prípadne nachádzajú v rúre.
Rešpektujte prosím! Ofrézované plochy, ktoré sú pripravené na zváranie, musia byť
zbavené akýchkoľvek nečistôt a nesmiete sa ich dotknúť rukou!
3.2.3 Proces zvárania
Nebezpečenstvo stlačenia! Pri prisúvaní upínacích nástrojov a rúr k sebe
zásadne dodržujte bezpečný odstup od stroja. Nikdy nevkladajte do stroja!
Pomocou tlačidla šípky sa program vráti späť „Vložte,
prosím orezávač…“
Pomocou EXIT sa program vráti do hlavného menu bez
uloženia
Pomocou tlačidla šípky sa program vráti späť
„zmeranie odporového tlaku“