ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 17
DEUTSCH
15
Der obere Laufbalken zeigt an ob der Druck im richtigen Bereich (grün) oder im zulässigen
(gelb) Toleranzbereich oder außerhalb (rot) des Toleranzbereichs liegt. Der untere zeigt den
Zeitablauf an. Der tatsächliche Druck wird in der Anzeige (2) und die restliche Fügezeit t4 in
der Anzeige (9) angezeigt.
Der Druck wird automatisch überwacht und nachreguliert. Bei übermäßig häufigem
Nachpumpen (hoher Druckverlust) das Hydrauliksystem überprüfen lassen.
Heizelement in den Einstellkasten zurücksetzen
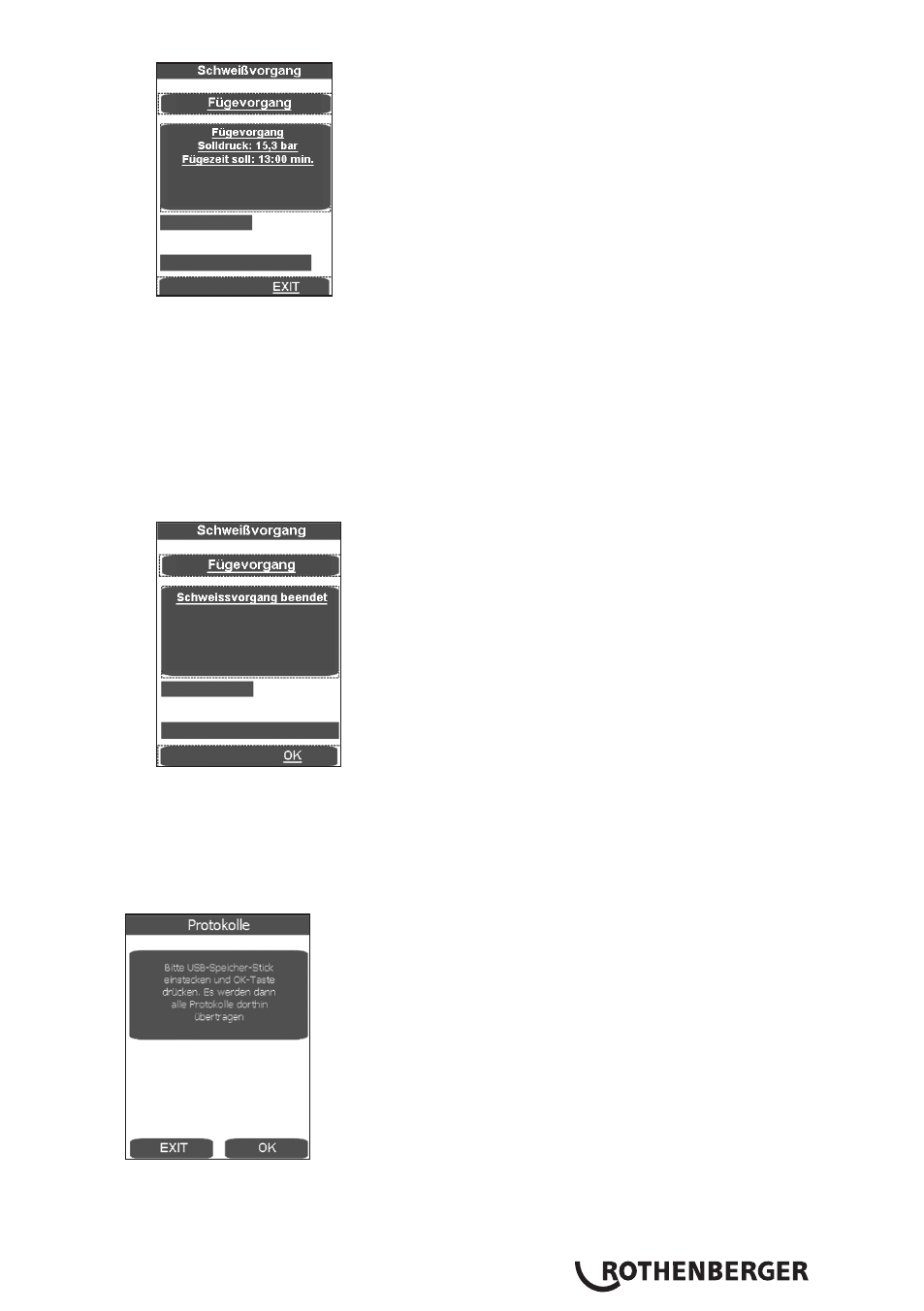
Nachdem die Abkühlzeit abgelaufen ist wird der Schweißprozess beendet, gespeichert, es
ertönt ein Signal und der Druck wird automatisch abgelassen.
Das Schweißmenü mit OK beenden.
Druck mit Taste (3) vollständig ablassen.
Die verschweißten Werkstücke ausspannen und entnehmen.
Grundmaschine auseinanderfahren. Die Maschine ist bereit für den nächsten Schweißzyklus.
Übertragung der Protokolle:
Im Menüpunkt Protokolle lassen sich diese, sowie ein USB-Stick angeschlossen ist, mit OK
abspeichern. Das Fenster schließt danach automatisch.