ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 384
SLOVENSKÝ
382
V maske sa zobrazí teplota vyhrievacej platne.
Ak je teplota príliš nízka, indikačná lišta sa zobrazí v modrej farbe, ak je príliš vysoká
v červenej farbe a ak je v požadovanom rozsahu, tak je zelená.
Stroj môže vykonať príjazd iba v zelenej požadovanej oblasti.
T. č. vyhrievacieho článku SA: Vyhrievací článok vložte medzi oba obrobky v základnom
stroji a dbajte na to, aby dosadacie plochy ležali v zárezoch prípravku na odťahovanie.
T. č. vyhrievacieho článku VA:
Vyhrievací článok nasaďte v základnom stroji na obidva
upínacie prvky a vyhrievaciu platňu nakloňte medzi rúry
.
Stroj spojte stlačením textového poľa, prispôsobovací tlak sa nastaví a udrží automaticky
.
Teraz sa uložia všetky parametre zvárania, aktivujte sa protokolovanie.
Ak sa proces zvárania preruší pomocou EXIT, zobrazí sa hlásenie „Zrušenie užívateľom“,
tlak sa vypustí a parametre zvárania sa uložia. Hlásenie potvrďte pomocou OK, program
prejde do hlavnej ponuky.
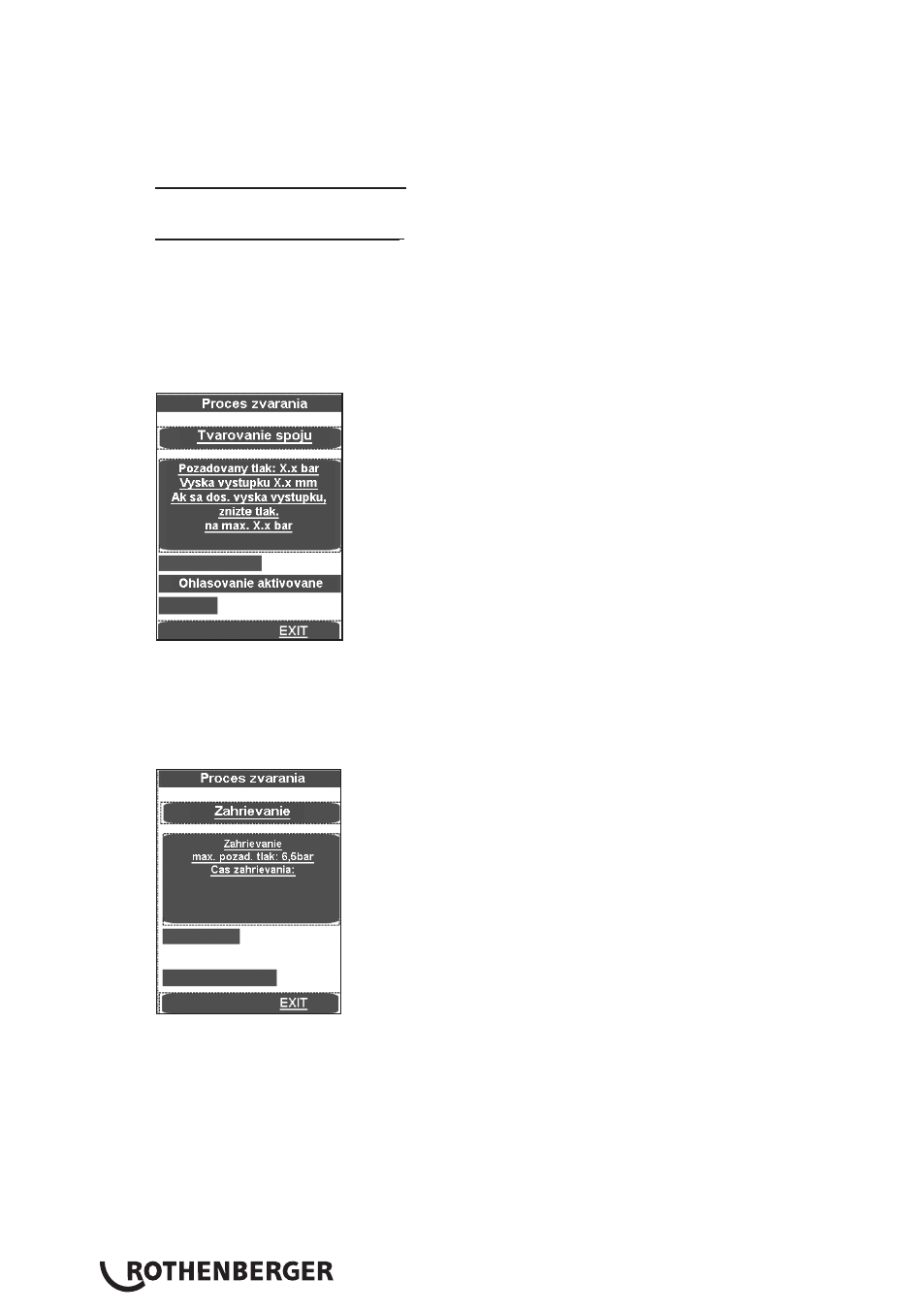
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Skutočný tlak je
zobrazený na displeji
(2).
Hneď, ako sa dosiahne potrebná výška vydutiny rovnomerne po celom obvode obidvoch
rúr, automaticky sa vypustí tlak a spustí sa zahrievací proces
.
Tlak nastavte tak, aby bolo zaistené rovnomerné, takmer beztlakové dosadnutie koncov
obrobkov na vyhrievací článok.
Krátka pred ukončením doby ohrevu zaznie signál.
Po uplynutí doby zahrievania sa obrobky automaticky rozostúpia, vyhrievací článok SA
sa musí odobrať, resp. automaticky sa vykloní vyhrievací článok VA a konce obrobkov sa
spoja
.