ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 385
SLOVENSKÝ
383
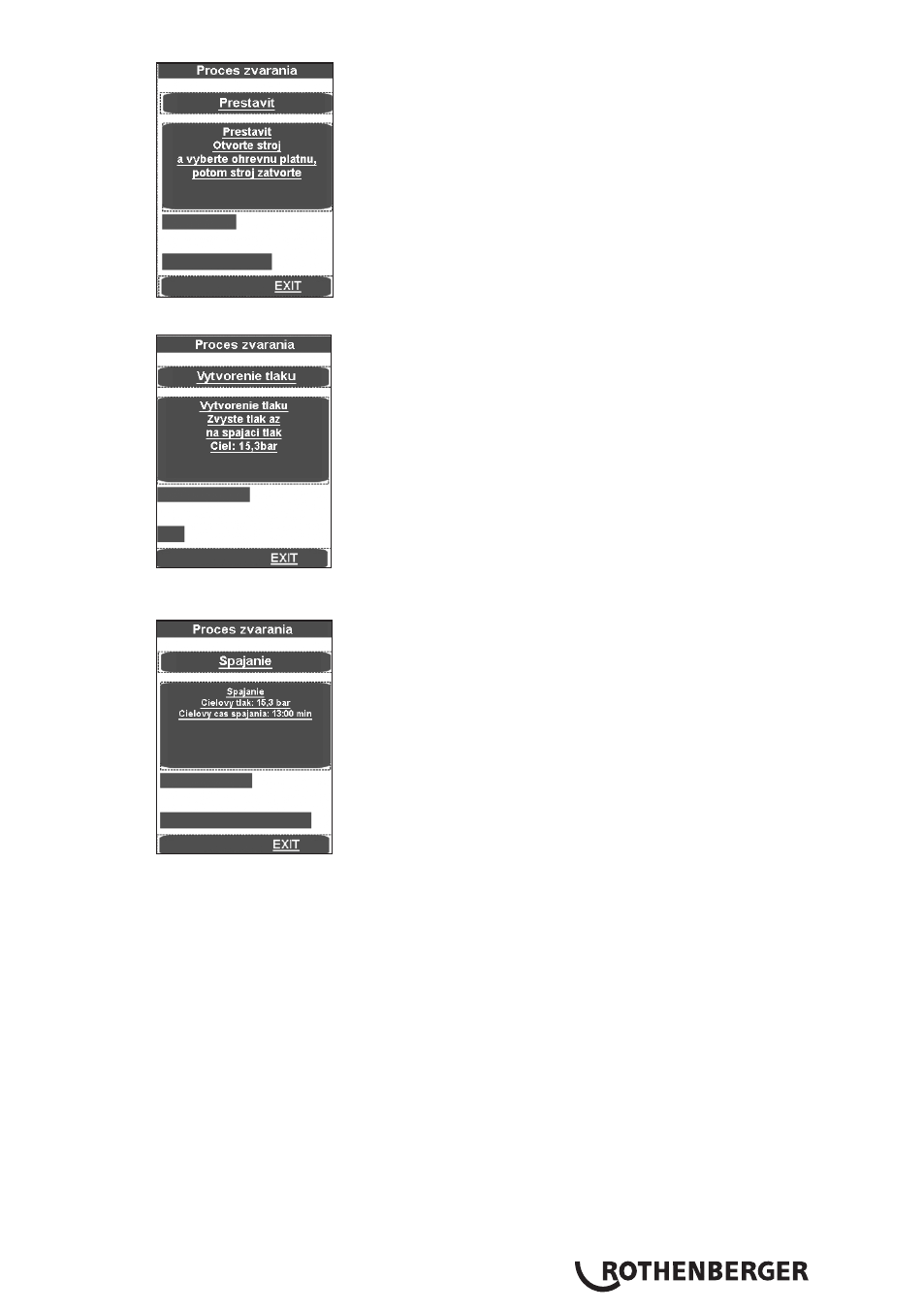
Tlak bude lineárne zvýšení na zodpovedajúci tlak spojovania.
Pri dosiahnutí tlaku spojovania preskočí program automaticky do procesu spojovania
a spustí sa časovač t4.
Horný diagram zobrazí, či sa tlak nachádza v správnej oblasti (zelená) alebo v prípustnej
tolerančnej oblasti (žltá), alebo mimo tolerančnej oblasti (červená). Dolná lišta priebehu
zobrazuje časový priebeh. Skutočný tlak je zobrazený v indikačnom poli
(2) a zostávajúci
čas spojovania t4 v indikačnom poli
(9).
Tlak sa bude monitorovať a dodatočne regulovať automaticky
. Pri nadmerne častom
dočerpávaní (veľký pokles tlaku) nechajte skontrolovať hydraulický systém.
Vyhrievací článok odložte naspäť do odkladacej skrinky
Po uplynutí doby ochladzovania sa proces zvárania ukončí, uloží sa, zaznie signál a tlak
sa automaticky vypustí.