ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 340
MAGYAR
338
Nyomás P [bar] = Hegesztési felület A [mm²] x Hegesztési faktor SF [N/mm²]
Hengerfelület Az [cm²] x 10
Hegesztési faktor (SF): PE = 0,15 N/mm², PP = 0,10 N/mm², PVDF = 0,10 N/mm²
(A
ROWELD P 250/8 B összhengerfelülete 6, 26 cm²)
(A
ROWELD P 355/12 B összhengerfelülete 6, 26 cm²)
(A
ROWELD P 500/18 B és P 630/24 B összhengerfelülete 14, 13 cm²)
(A
ROWELD P 630/24 B Plus összhengerfelülete 22, 38 cm²)
3.5
Paraméter beállítás
Paraméter beállítása „hegesztő” jogosultsággal:
A
(4) forgógombot nyomja le hosszabb ideig (kb. 3 s), amíg a P001 a felső (2) kijelzőn
villogni kezd.
A
(4) forgógombbal ekkor ki lehet választani a P001 és P009 közötti paramétereket.
Annál az értéknél, amelyiket ki kell jelezni vagy módosítani kell, nyomja meg röviden a
(4)
forgógombot, ekkor az (alap)érték villogni fog az alsó
(9) kijlelzőn.
Állítsa be a szükséges értéket a
(4) forgógombbal, majd a (4) újbóli rövid megnyomására
a felső
(2) kijelzőn újra a paraméter fog villogni.
A menüből a
(10) engedélyezés gomb megnyomásával léphet ki, az értékek ekkor
mentésre kerülnek.
Paraméter beállítása „mester” jogosultsággal:
A
(4) forgógombot nyomja meg hosszabb ideig (kb. 6 s), ekkor a felső (2) kijelzőn először
a P001 paraméter fog villogni, majd a „CodE“ és ekkor az alsó
(9) kijelzőn az első pozíción
kezd villogni a vonal.
A
(4) forgógombbal adja meg a kódot, majd röviden nyomja meg a (4) forgógombot
(a kód az első használatkor 8001, majd a P100 paraméterrel tetszés szerint meg lehet
változtatni).
A
(4) forgógombbal ekkor ki lehet választani a P101 és P114 közötti paramétereket.
Annál az értéknél, amelyiket ki kell jelezni vagy módosítani kell, nyomja meg röviden a
(4)
forgógombot, ekkor az (alap)érték villogni fog az alsó
(9) kijelzőn.
Állítsa be a szükséges értéket a
(4) forgógombbal, majd a (4) forgógomb újbóli rövid
megnyomására a felső
(2) kijelzőn a paraméter fog villogni.
A menüből a
(10) engedélyezés gomb megnyomásával léphet ki, az értékek ekkor
mentésre kerülnek.
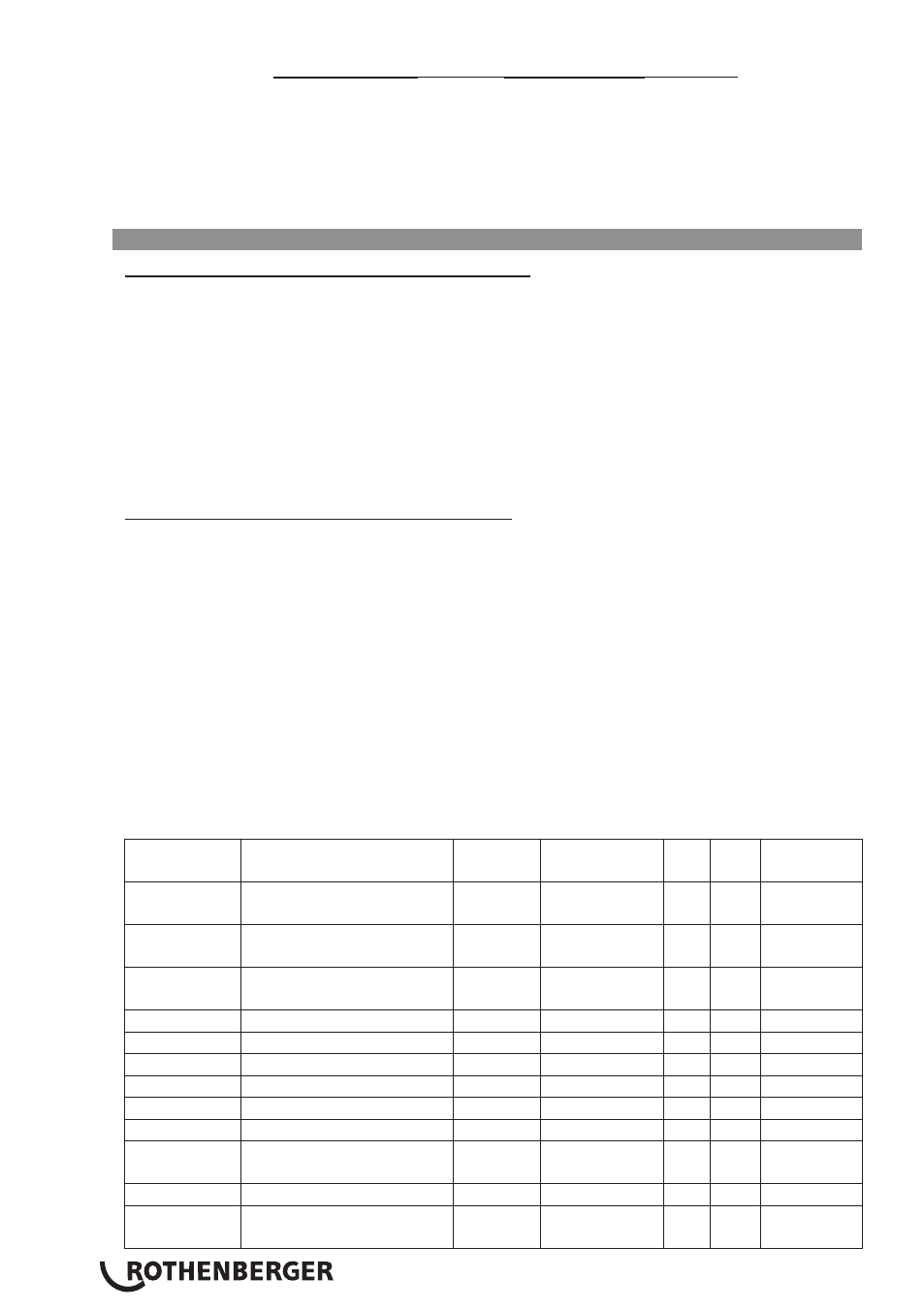
Paraméternév Megnevezés
Alapérték Mértékegység min max Jogo-
sultság
P001
energiatakarékos funkció
hátralévő ideje
99
min
0
99
hegesztő
P002
*
teljesítménykímélő funkció
aktív
0
0
3
hegesztő
P003
hevítőtükör hőmérséklet
ofszet
5
°C
-25 25
hegesztő
P004
Pmax, marási
20
bar
10
50
hegesztő
P005
előírt nyomás
1/10 bar
hegesztő
P006
előírt hőmérséklet
210
°C
P103 P104 hegesztő
P007
T1 időzítés, előírt érték
45
s
1
1500 hegesztő
P008
T4 időzítés, előírt érték
6
min
1
99
hegesztő
P009
Pstart, marási
10
bar
0
P004 hegesztő
P101
eltérés utánszivattyúzás-
hoz
5
%
1
50
mester
P102
széthúzási idő marás után 10
1/10 s
0
100 mester
P103
beállított hőmérséklet
(min)
160
°C
0
300 mester