ROTHENBERGER ROWELD P250-630 B Plus Premium CNC User Manual
Page 20
DEUTSCH
18
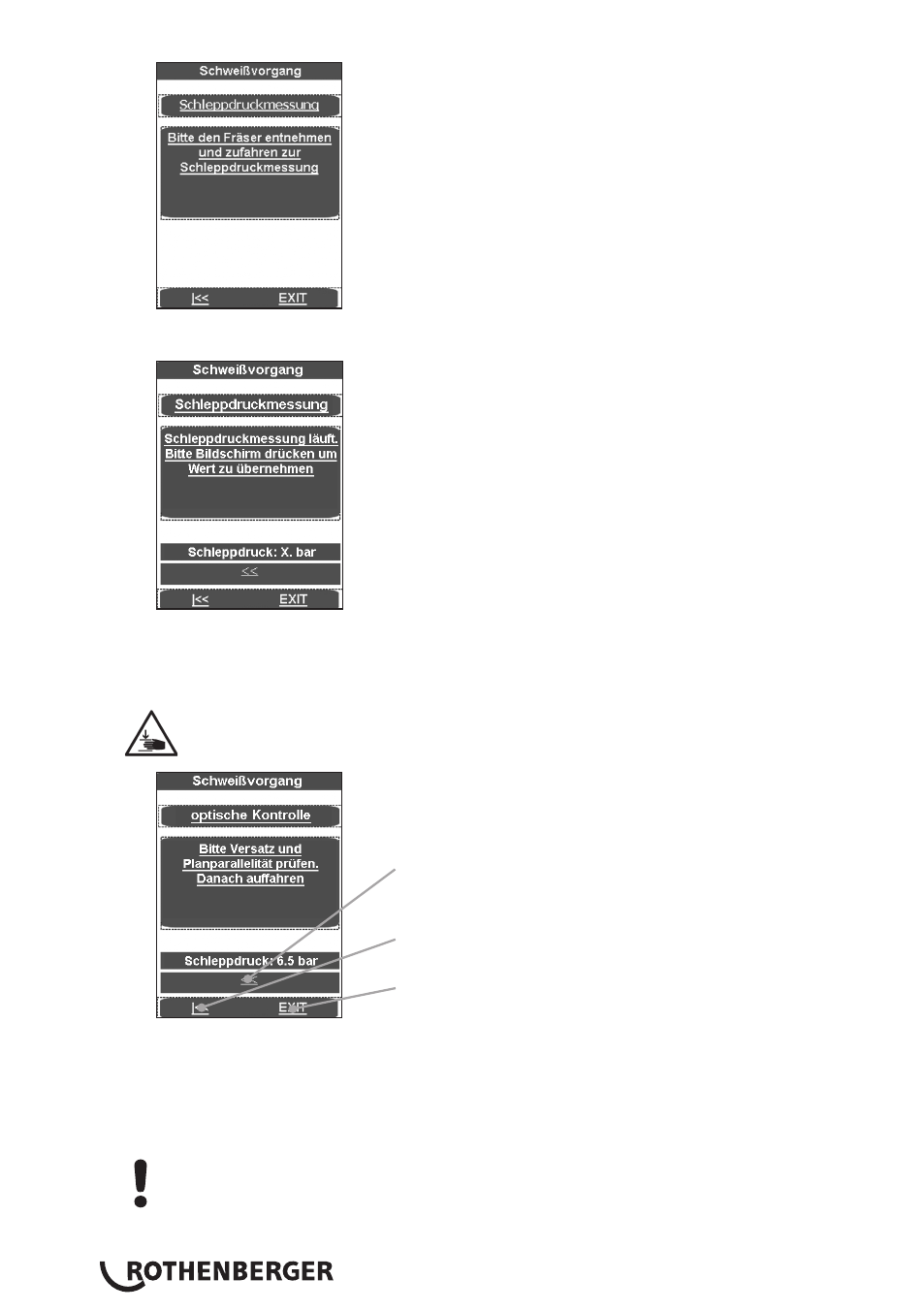
Werkstücke mit geringem Druck zusammenfahren (Taste 10 + 11 drücken) und Schleppdruck
mit Drehknopf (4) einstellen.
Wenn die Maschine mit langsamer Geschwindigkeit fährt, Bildschirm drücken. Der gemessene
Schleppdruck wird automatisch dem Angleich-, Durchwärm- und Fügedruck zu addiert.
Spannelemente zusammenfahren, dem Rohr entsprechenden Druck einstellen und prüfen ob
die Werkstücke in den Spannwerkzeugen festsitzen.
Sicheren Abstand zur Maschine halten, nicht in die Maschine stellen oder greifen.
Halten sie andere Personen vom Arbeitsbereich fern.
Prüfen, ob die Schweißflächen plan, parallel und axial fluchtend sind.
Ist dieses nicht der Fall, muss der Fräsvorgang wiederholt werden. Der axiale Versatz zwischen
den Werkstückenden darf (gem. DVS) nicht größer als 10% der Wanddicke und der max.
Spalt zwischen den Planflächen nicht größer als 0,5mm sein. Mit einem sauberen Werkzeug
(z.B. Pinsel) die eventuell vorhandenen Späne im Rohr entfernen.
Bitte beachten! Die gefrästen, zum Schweißen vorbereiteten Oberflächen dürfen nicht mit
den Händen berührt werden und müssen frei von jeglicher Verschmutzung sein!
Mit den Pfeiltasten springt das Programm zurück „Bitte
Fräser einsetzen…“
Mit EXIT springt das Programm ohne zu speichern in
das Hauptmenü
Mit den Pfeiltasten springt das Programm zurück
„Schleppdruckmessung“