Mantenimiento, Advertencia – Lincoln Electric IM703 PRECISION TIG 375 User Manual
Page 30
D-2
MANTENIMIENTO
D-2
PROCEDIMIENTOS DE SERVICIO
La operaci
ó
n de la Precision TIG deber
á
estar libre de
problemas durante la vida de la m
á
quina. Sin embar-
go, en caso de mal funcionamiento, los siguientes pro-
cedimientos ser
á
n
ú
tiles para el personal de servicio
capacitado con experiencia en reparar equipo de sol-
dadura de arco:
ACCESO A COMPONENTES
Es posible acceder los siguientes componentes para
la configuraci
ó
n de rutina y servicio peri
ó
dico sin
remover los lados o techo del gabinete:
•
El Panel de Reconexi
ó
n de Entrada (consulte la
Secci
ó
n A) se localiza detr
á
s de un panel removible
en la parte posterior del lado del gabinete izquierdo.
Remueva los dos tornillos (con un desatornillador o
llave hexagonal de 9.5mm/3/8") en las esquinas
inferiores de este panel para removerlo.
•
Los componentes de la Caja de Control y Tarjetas de
PC (consulte la Secci
ó
n B-6) se localizan detr
á
s del
panel de control frontal. Remueva los dos tornillos
(con un desatornillador o llave hexagonal de 9.5
mm/ 3/8") en las esquinas superiores de este panel
para moverlo hacia abajo.
•
El ensamble de Abertura de Chispa de Alta
Frecuencia (consulte el Ajuste de Abertura de
Chispa) se localiza detr
á
s de un panel removible en
la parte trasera del lado del gabinete derecho, bajo
la caja de la antorcha. Remueva el tornillo (con un
desatornillador o llave hexagonal de 9.5 mm/ 3/8")
en la parte central inferior de este panel para
removerlo.
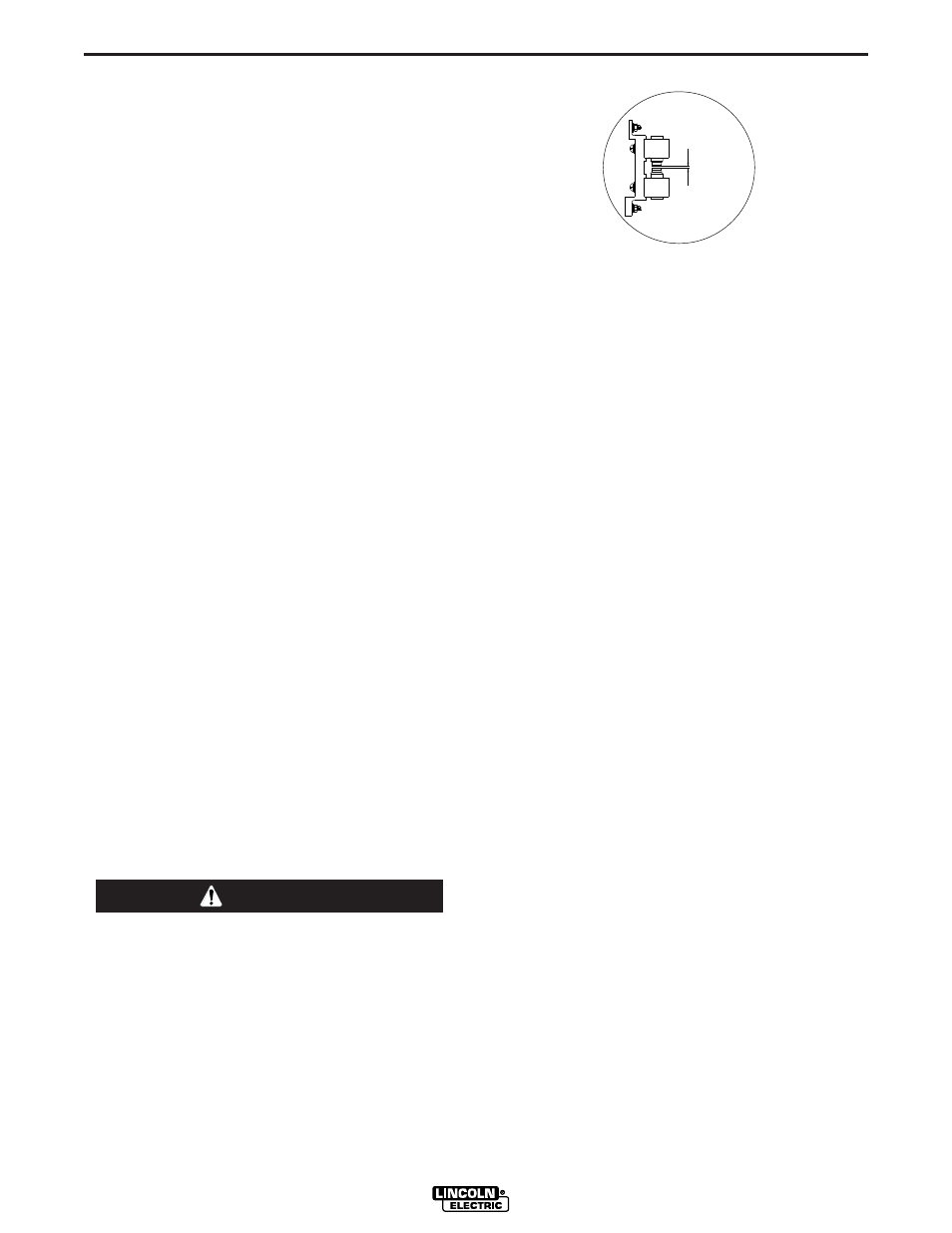
AJUSTE DE LA ABERTURA DE CHISPA
La abertura de chispa se establece de f
á
brica a una
abertura de 0.4mm (0.015 pulgadas) Vea la Figura
C.1. Esta configuraci
ó
n es adecuada para la mayor
í
a
de las aplicaciones. Donde se desea alta frecuencia
menor, la configuraci
ó
n se puede reducir a 0.2mm
(0.008 pulgadas).
Tenga extrema precauci
ó
n cuando trabaje con un
circuito de alta frecuencia. Los altos voltajes
desarrollados pueden ser letales. Apague la ali-
mentaci
ó
n de entrada usando el interruptor de
desconexi
ó
n o caja de fusibles antes de trabajar
dentro de la m
á
quina. Esto es particularmente
importante cuando se trabaja en el circuito secun-
dario del transformador de alto voltaje (T3) porque
el voltaje de salida es peligrosamente alto.
------------------------------------------------------------------------
Nota: En ambientes altamente sucios donde existe
una abundancia de contaminantes conductivos, utilice
una corriente de aire de baja presi
ó
n o una pieza firme
de papel para limpiar la abertura de chispa. No altere
la configuraci
ó
n de f
á
brica.
Para revisar la abertura de chispa:
1. Apague la alimentaci
ó
n como se especific
ó
ante-
riormente.
2. Remueva el panel de acceso en el lado del gabi-
nete derecho. (Vea Acceso a Componentes).
3. Revise el espacio de la abertura de chispa con un
medidor de holgura.
Si es necesario hacer un ajuste:
1. Ajuste la abertura aflojando el tornillo de cabeza
Allen en uno de los bloques de aluminio, restablez-
ca la abertura y apriete el tornillo en la nueva posi-
ci
ó
n.
Si la abertura es correcta:
1. Reinstale el panel de acceso en el lado del gabi-
nete derecho.
SERVICIO DEL SUB ENFRIADOR
Las instrucciones de mantenimiento y servicio requeri-
das para el Sub Enfriador se proporcionan en el ma-
nual del operador (IM723) que se incluye con el
mismo.
PRECISION TIG 375
.015 Spark Gap
FIGURA C.1 ABERTURA DE CHISPA
ADVERTENCIA
Abertura de
Chispa de 0.015