Operación, Precaución, Controles del panel avanzados – Lincoln Electric IM703 PRECISION TIG 375 User Manual
Page 20
B-5
OPERACIÓN
B-5
8. MEDIDOR DIGITAL E INTERRUPTOR DE PAN-
TALLA–
Se usa un medidor LED con 3 d
í
gitos para
monitorear el procedimiento de soldadura prestable-
cido y actual basado en la posici
ó
n de interruptor de
Pantalla (moment
á
neamente):
•
Antes de soldar con el interruptor de Pantalla en la
posici
ó
n central (normal), el medidor digital muestra
los amperes de soldadura prestablecidos por la
peri-lla de control de Salida M
á
xima (Ver Parte 6).
Si el modo de Varilla Revestida utiliza REMOTE
(Ver Parte 5.), el medidor digital muestra los
amperes de soldadura prestablecidos por el control
Remote control. (Ver Parte 11)
•
Al tiempo que se suelda con el interruptor de
Pantalla en la posici
ó
n central (normal), el medidor
digital muestra los amperes de soldadura actuales
con una resoluci
ó
n de un amper (XXX) y una exac-
titud de lectura de 4%+/-2A.
•
En cualquier momento que se encuentra en el
modo TIG y al presionar el interruptor de Pantalla a
la izquierda, el medidor digital muestra los amperes
prestablecidos por la perilla de control de Salida
M
í
nima (Ver Parte 7).
•
En cualquier momento que est
é
en el modo de
Varilla Revestida y al presionar el interruptor de
Pantalla a la izquierda, el medidor digital muestra la
capacidad de amperes m
í
nimos de la m
á
quina (Ver
Parte 7).
•
En cualquier momento que est
é
en alg
ú
n modo, al
presionar el interruptor de Pantalla a la derecha a la
posici
ó
n Volts, el medidor digital muestra los voltios
de salida actuales. Los voltios se muestran con una
resoluci
ó
n de 0.1 voltios (XX.X) y una exactitud de
lectura de 3%+/-1V.
9. TIEMPO DE POSTFLUJO –
Esta perilla se utiliza
para establecer el tiempo de postflujo del gas pro-
tector del modo TIG sobre el rango de 2 a 60 segun-
dos aproximadamente despu
é
s de que se apaga el
arco. El estado de tiempo de postflujo est
á
indica-
do por una luz Verde en el panel.
•
El tiempo de preflujo del gas para el modo TIG se
fija en 0.5 segundos, sin control de panel.
•
Ambos rangos de tiempo se pueden ampliar x2, si
es necesario, mediante la selecci
ó
n de la caja de
control interna. (Ver Secci
ó
n B-7)
10. LUZ DE APAGADO TÉRMICO –
Esta luz del
panel LED amarilla se enciende si la salida de la
m
á
quina se apaga debido a un sobrecalentamien-
to interno, y se apaga cuando se restablece el ter-
mostato.
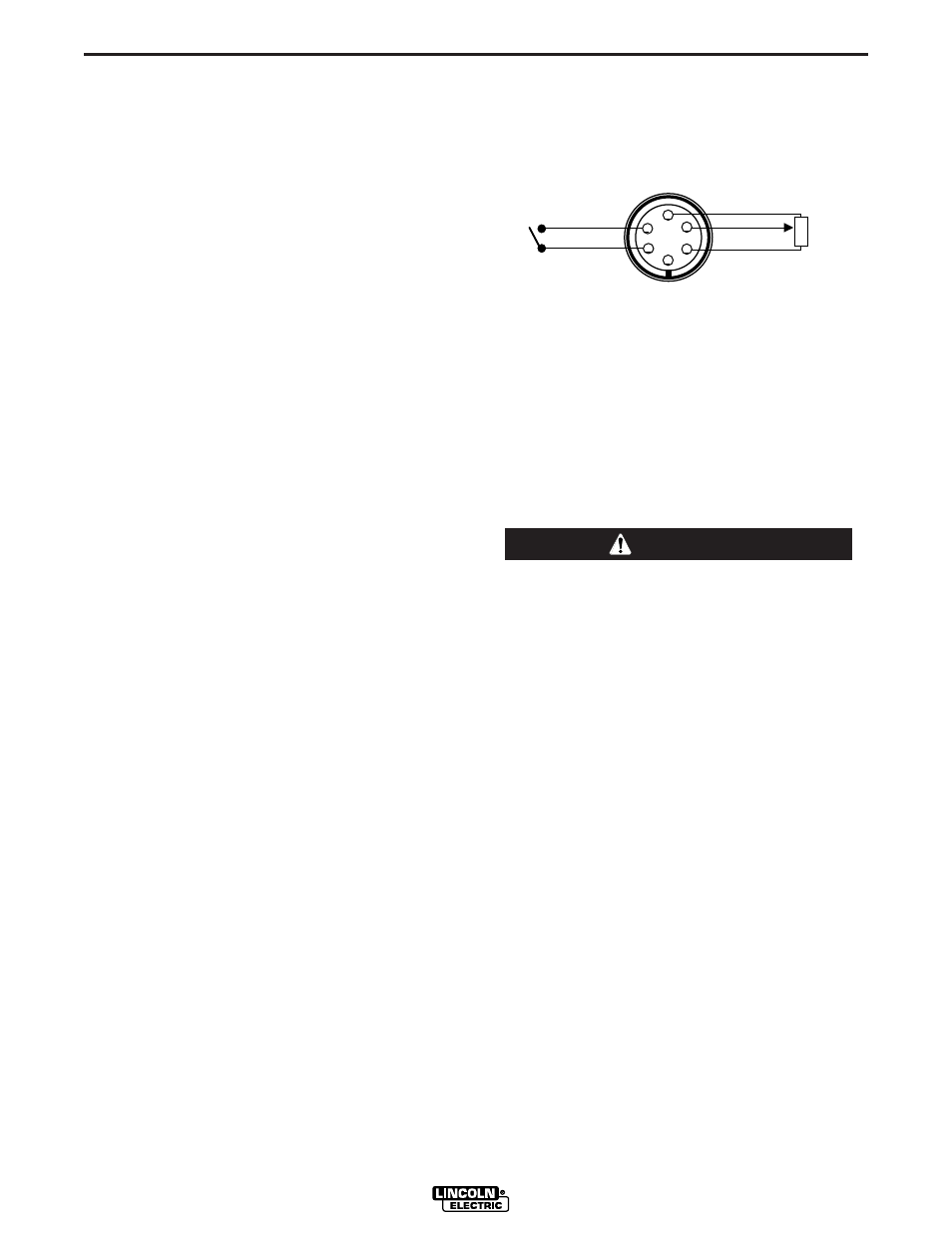
11. RECEPTÁCULO REMOTO –
Se prorporciona un
recept
á
culo de 6 enchufes para la conexi
ó
n de un
Amptrol, u otro control remoto: (Ver Figura B.2)
•
Cuando el Interruptor de Control de Corriente (Ver
Parte 5), se establece en la posici
ó
n REMOTE del
Amptrol, u otro remoto (potencia 10K), conectado
al recept
á
culo remoto controla la salida del modo
TIG o de Varilla Revestida dentro del rango
prestablecido por los controles de salida M
á
ximo y
M
í
nimo. (Ver Parte 6 y 7, tambi
é
n 8 para pantalla
del medidor).
•
Cuando el Interruptor de Control de Corriente est
á
en las posiciones LOCAL o REMOTE el arco inicia
las funciones del interruptor cuando se conecta el
recept
á
culo Remoto.
CONTROLES DEL PANEL AVANZADOS
Los siguientes controles del Panel Avanzados son
est
á
ndar en la Precision TIG 375: (Consulte Secci
ó
n
B-10 Diagrama de Ciclo de Soldadura Tig para la ilus-
traci
ó
n gr
á
fica de estas funciones de soldadura TIG).
12. INTERRUPTOR DE GATILLO –
Este interruptor
de 2 posiciones selecciona c
ó
mo funciona el inte-
rruptor de inicio de arco (conectado encima del
recept
á
culo Remoto); en el modo de 2 Pasos o 4
Pasos:
• NO UTILICE 4 PASOS SI ESTÁ UTILIZANDO UN
AMPTROL REMOTO.
• Ni el interruptor de inicio de arco ni el control de
salida en el amptrol funcionarán normalmente
para apagar o controlar la salida. ÚNICAMENTE
ÚNICAMENTE 2 PASOS.
------------------------------------------------------------------------
•
En la posici
ó
n de 2 Pasos el interruptor de inicio de
arco funciona igual que sin el Panel Avanzado:
1. Al cerrar el interruptor se inicia el preflujo,
despu
é
s un tiempo de transici
ó
n fijo (0.5
seg.) desde el nivel de configuraci
ó
n
M
í
nimo (Inicio) (Ver Parte 7) para configu-
raci
ó
n de Soldadura.
2. Al abrir el interruptor se inicia una configu-
raci
ó
n de tiempo de transici
ó
n de Ca
í
da de
pendiente (Ver Parte 17), desde la configu-
raci
ó
n de Soldadura hasta el nivel de llena-
do de Cr
á
ter (Ver Parte 7), el cual despu
é
s
detiene el arco e inicia el tiempo de
Postflujo (Ver Parte 9).
Nota:
Consulte la Secci
ó
n B-7 para la operaci
ó
n de 2
Pasos durante la Ca
í
da de Pendiente con la funci
ó
n de
Reinicio seleccionada para que se deshabilite, en
lugar de que se habilite (como se env
í
a).
PRECISION TIG 375
A
B
C
D
E
F
M x
10K ohm
M n
RECEPTÁCULO REMOTO
*
(Vista Frontal)
CONTROL DE
SALIDA REMOTA
INTERRUPTOR DE
INICIO DE ARCO
*Para enchufe 18-12P
(LECO S12020-27)
PRECAUCIÓN
FIGURA B.2