Operación, B-10, Diagrama de ciclo de soldadura tig – Lincoln Electric IM703 PRECISION TIG 375 User Manual
Page 25
B-10
OPERACIÓN
B-10
LINEAMIENTOS DE CONFIGURACIÓN PARA
SOLDADURA TIG CON UN CONTROL DE PIE
O MANUAL
Tanto el
Control
de Mano como el de Pie trabajan en
forma similar. Est
á
n destinados a controlar en forma
remota la corriente de soldadura TIG usando el modo de
gatillo de
2 Pasos
de la m
á
quina (Vea el Elemento 12).
El Control de Pie o Manual es capaz de controlar la
salida de la Precision TIG a lo largo del rango entre el
nivel preestablecido por el control de
Salida Mínima
cuando el
Control de Pie o Manual
est
á
en su estado
inactivo, y el nivel preestablecido por el control de
Salida Máxima
cuando el Control de Pie o Manual
est
á
en su estado de activaci
ó
n total.
Es importante observar que a
ú
n con la nueva
Tecnolog
í
a
MicroStart™
de la Precision TIG, algunos
tungstenos pueden ser dif
í
ciles de iniciar a la capaci-
dad nominal m
í
nima baja (2 amps) de la m
á
quina. En
lugar de adivinar d
ó
nde aplanar el Control de Pie o
Manual para iniciar el arco en forma confiable, el con-
trol de
Salida Mínima
permite preestablecer el nivel
exacto, en tal forma que puedan obtenerse consisten-
temente inicios confiables as
í
como niveles de llenado
de cr
á
ter m
í
nimos en el estado m
í
nimo (inactivo) del
Control de Pie o Manual. La
FIGURA B.6
muestra la
configuraci
ó
n de la Precision TIG para soldadura TIG
con Control de Pie o Manual.
CÓMO USAR EL CONTROL DE PIE CON PEDAL DE
INICIO (K870-1)
A fin de mejorar a
ú
n m
á
s la confiabilidad de obtener
consistentemente este nivel m
í
nimo justo despu
é
s de
oprimir el interruptor de inicio del Control de Pie o
Manual, o exactamente antes de soltarlo para llenado
de cr
á
ter, se encuentra disponible el nuevo
Control de
Pie con Pedal de Inicio K870-1
. El pedal de inicio
independiente en el pedal de control proporciona
acci
ó
n de pie de dos etapas para sentir f
á
cilmente la
opresi
ó
n del interruptor de inicio al nivel de salida m
í
n-
ima para un inicio de arco y control de cr
á
ter precisos.
Asimismo, un ret
é
n de tal
ó
n ajustable ayuda a asegu-
rar una colocaci
ó
n c
ó
moda del pie. (Vea la Figura B.5)
Los controles de pedal TIG actualmente disponibles
combinan la activaci
ó
n del interruptor de inicio de arco
con la resistencia variable del control de salida en la
misma acci
ó
n de pedal. Esta t
é
cnica no proporciona
sensaci
ó
n palpable independiente de d
ó
nde se
acciona el interruptor de inicio de arco y a qu
é
nivel de
control, para un inicio TIG consistente. Tampoco brin-
da una forma de control consistente de llenado de
cr
á
ter para sentir en qu
é
posici
ó
n de pedal de control
decreciente el interruptor de inicio de arco se reabre
provocando que el arco se apague.
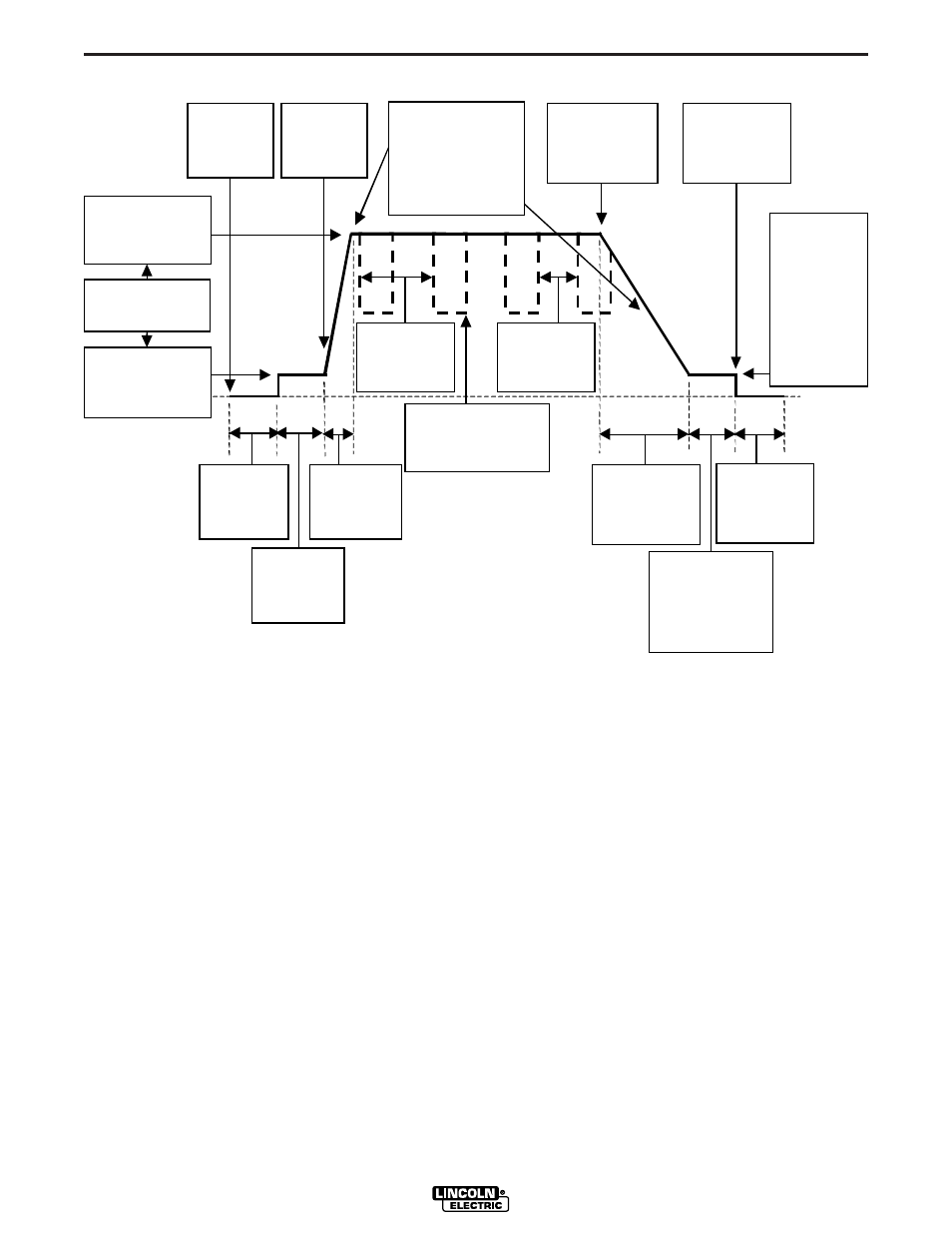
PRECISION TIG 375
PREFLUJO
Fijo 0.5 segs
o x2
TIEMPO DE INICIO
Manual
en 4-Pasos
SUBIDA DE PENDIENTE
Fija <0.5 segs.
sin Control Manual
CONFIGURACI N DE
SALIDA M
Œ
NIMA (Inicio)
2-50 A Ajustables
CONFIGURACI N DE
SALIDA M XIMA
2 A-M x. Ajustables
VER ELEMENTO 6
Rango de Control Manual
o Remoto (PICO)
Gatillo de 2 4
PASOS
Cerrado
Gatillo de 4
PASOS
1
o
Abierto
Gatillo de 4 PASOS
Cerrado de Nuevo
o
Gatillo de 2 PASOS
Abierto
Gatillo de 4 PASOS
Reabierto
despu
é
s del Tiempo
de Ca da de Pendiente
CA
Œ
DA DE PENDIENTE
Ajustable 0
—
10 segs.
con Panel Avanzado
(Fija 0 segs. sin el panel)
POSTFLUJO
Ajustable 2-60 segs.
o x2
NIVEL DE LLENADO
DE CR TER
Selecci n del
Panel Avanzado
M n. de la M q.
o
Configuraci n MIN.
(sin Panel)
VER ELEMENTO 7
Con PULSACI N ENCENDIDA
No Pulsaci n
Durante el tiempo de subida
de Pendiente
o
Cuando la Ca da de Pendiente
Cae por Debajo de
La Configuraci n de Respaldo
% A TIEMPO
Ajustable
5-95%
FREC. PULSANTE
Ajustable
0.1-20 pps
RESPALDO
Ajustable
Configuraci n M
Œ
N. - Pico 100%
TIEMPO DE LLENADO
DE CR TER
Manual en 2/4 Pasos
con Reinicio
Inhabilitado
VER ELEMENTO 12 Y TIG
Funciones de Soldadura
VER ELEMENTO 12
VER ELEMENTOS 6 y 7
VER ELEMENTO 7
VER ELEMENTO 12
VER ELEMENTO 12
VER ELEMENTO 12
VER ELEMENTO 12
VER ELEMENTO 15
VER ELEMENTO 9
VER ELEMENTO 7
VER ELEMENTO 12
VER ELEMENTO 16
VER ELEMENTO 17
VER ELEMENTO 9
DIAGRAMA DE CICLO DE SOLDADURA TIG