Operaci ó n, B-12 – Lincoln Electric IM703 PRECISION TIG 375 User Manual
Page 27
B-12
OPERACI
Ó
N
B-12
PRECISION TIG 375
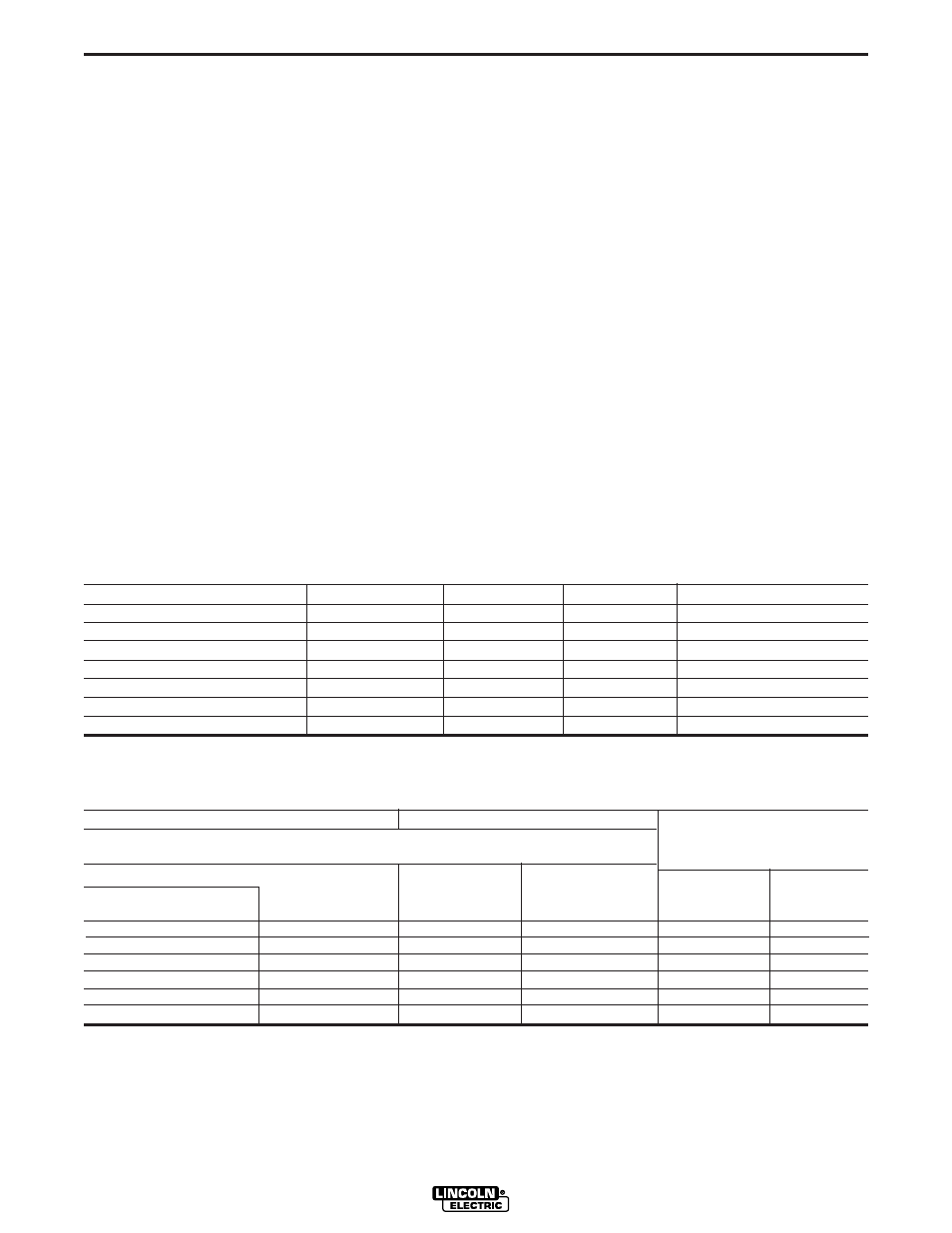
RANGOS RECOMENDADOS DE AMPERAJE DE ELECTRODOS - Precision TIG 375
Proceso SMAW
ELECTRODO
POLARIDAD
3/32"
1/8"
5/32"
Fleetweld 5P, Fleetweld 5P+
CD+
40 - 70
75 - 130
90 - 175
Fleetweld 180
CD+
40 - 80
55 - 110
105 - 135
Fleetweld 37
CD+
70 - 95
100 - 135
145 - 180
Fleetweld 47
CD-
75 - 95
100 - 145
135 - 200
Jet-LH MR
CD+
85 - 110
110 - 160
130 - 220
Blue Max Stainless
CD+
40 - 80
75 - 110
95 - 110
Red Baron Stainless
CD+
40 - 70
60 - 100
90 - 140
Los procedimientos de acero suave se basan en los procedimiento recomendados enumerados en C2.10 8/94, y la capacidad nominal m
á
xima de los procedimientos
Excaliber 7018 de la Precision TIG 375 se basa en Jet-LH 78 MR
Los procedimientos Blue Max se basan en C6.1 6/95
Los procedimientos Red Baron se basan en ES-503 10/93
Proceso GTAW
Polaridad del Electrodo
CD-
CA*
Velocidad Aproximada del
Preparaci
ó
n de la Punta
Afilada
Redondeada
Flujo del Gas Arg
ó
n
del Electrodo
C.F.H. (l/min.)
Tipo de Electrodo
EWZr
EWTh-1, EWCe-2
EWTh-1, EWTh-2
EWTh-2, EWLa-1
EWP
EWCe-2, EWLa-1
Acero
Tama
ñ
o del Electrodo (pulg.)
EWG
EWG
Aluminio
Inoxidable
0.010
Hasta 15 A.
Hasta 15 A.
Hasta 15 A.
3-8
(2-4)
3-8
(2-4)
0.020
Hasta 15 A.
10 a 15 A.
5 a 20 A.
5-10
(3-5)
5-10
(3-5)
0.040
Hasta 80 A.
20 a 30 A.
20 a 60 A.
5-10
(3-5)
5-10
(3-5)
1/16
Hasta 150 A.
30 a 80 A.
60 a 120 A.
5-10
(3-5)
9-13
(4-6)
3/32
Hasta MAX. A.
60 a 130 A.
100 a 180 A.
13-17
(6-8)
11-15
(5-7)
1/8
X
100 a 180 A.
160 a 250 A.
15-23 (7-11)
11-15
(5-7)
Los electrodos de tungsteno est
á
n clasificados por la Asociaci
ó
n de Soldadura Estadounidense (AWS) en la siguiente forma:
Puro .........................................EWP...........verde
+1% Toriado ............................EWTh-1......amarillo
+2% Toriado ............................EWTh-2......rojo
+2% Ceriado............................EWCe-2 .....naranja
+1.5% Lant
á
nido .....................EWLa-1 ......negro
+0.15 a 0.40% Circona............EWZr..........caf
é
El tungsteno Ceriado es ahora ampliamente aceptado como un substituto del Tungsteno Toriado 2% en las aplicaciones de CA y CD.
Las Ondas Balanceadas y No Balanceadas requieren la disminuci
ó
n del electrodo.
C
Ó
MO REALIZAR UNA SOLDADURA TIG
CON UN CONTROL DE PIE O MANUAL
1. Instale el equipo de soldadura conforme a la Secci
ó
n
A-5.
2. Configure los controles seg
ú
n la Secci
ó
n B-10.
3. Encienda el suministro de gas protector, y el su-min-
istro de entrada de anticongelante de la antorcha (si
se usa).
Nota: El Sub Enfriador de la Precision TIG (o Solenoide de Agua
Conectado al recept
á
culo del Enfriador) funciona con el venti-
lador de enfriamiento de la m
á
quina
“
Ventilador Seg
ú
n se
Necesite
”
(Vea la Secci
ó
n de Mantenimiento D), para que el ven-
tilador del enfriador y bomba de agua no funcionen continua-
mente en estado de descanso, pero s
í
al soldar.
4. Con la antorcha alejada de todo en forma segura, apri-
ete el Interruptor de Inicio de Arco del Control de Pie o
Manual, y establezca el medidor de flujo de gas.
Despu
é
s, abra el interruptor. La soldadora ahora est
á
lista para soldar.
5. Coloque el electrodo de tungsteno en el inicio de la
soldadura en un
á
ngulo de 65
°
a 75
°
con respecto a la
horizontal, en la direcci
ó
n de recorrido de empuje,
para que el electrodo est
é
aproximadamente 4 mm
(1/8") sobre la pieza de trabajo.
Apriete el interruptor de inicio de arco. Esto abre la v
á
lvu-
la de gas para purgar aire autom
á
ticamente de la
manguera y antorcha, y despu
é
s protege el
á
rea de inicio
de arco. Despu
é
s del tiempo de preflujo de 0.5 segundos,
la alta frecuencia se vuelve disponible para formar el
arco. Cuando el arco inicia, el anticongelante de la antor-
cha (si se usa) empieza a fluir. Asimismo, si se trata de
una soldadura TIG de CD, la alta frecuencia se apaga
justo despu
é
s de que inicia el arco.
6 Mantenga apretado el interruptor de inicio de arco al
nivel m
í
nimo de Inicio del Control de Pie o Manual (Vea
la Secci
ó
n B-10) hasta que se establezca un arco;
despu
é
s aumente la salida al nivel de soldadura
deseado, y empuje la antorcha en la direcci
ó
n de
recorrido.
7. Al final de la soldadora, disminuya la salida del Control
de Pie o Manual al nivel de llenado de cr
á
ter antes de
soltar el interruptor de inicio de arco para dar paso al
tiempo de Postflujo. Mantenga la protecci
ó
n de gas de
la antorcha sobre el cr
á
ter de soldadura solidificado
mientras el postflujo expira y la v
á
lvula de gas se
vuelve a abrir. El anticongelante de la antorcha (si se
usa) continuar
á
fluyendo por hasta 8 minutos
despu
é
s de que el arco se apaga (con la funci
ó
n
Ventilador Seg
ú
n se Necesite), a fin de asegurar el
enfriamiento de la antorcha.
•
Repita los pasos del 5 al 7 para hacer otra soldadura.
*